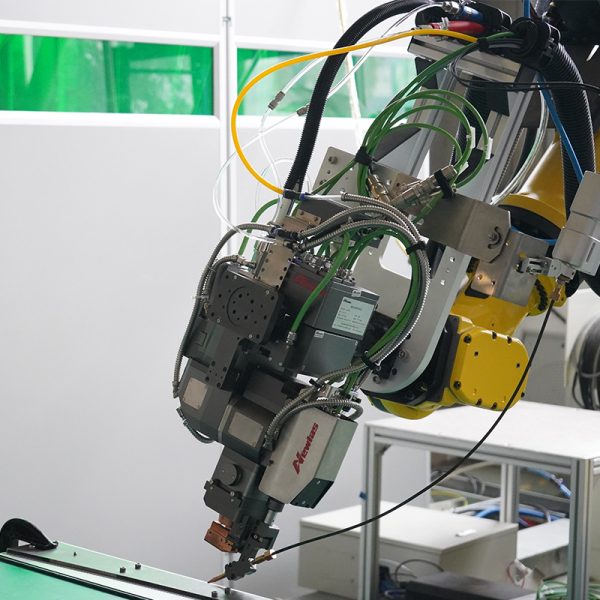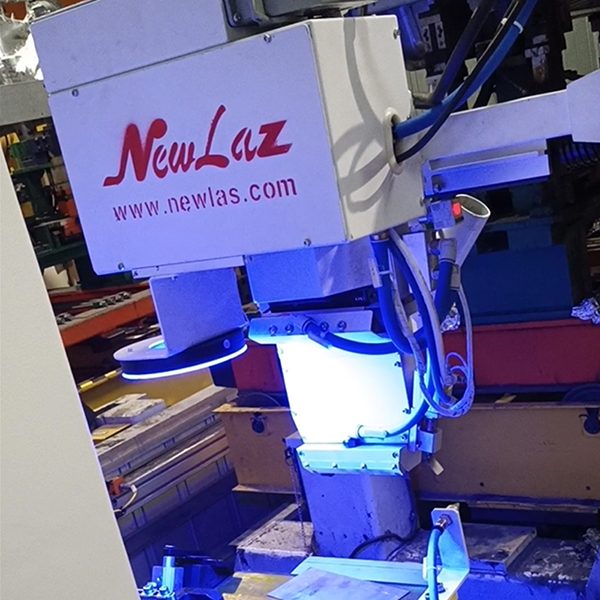
车身钎焊主要用于车顶以及行李箱后盖部位,车身熔焊用于车顶,流水槽,地板等部位。新耐视钎熔焊接系统配置有触觉跟踪系统以及光学跟踪系统,能准确地跟踪焊缝位置,保证焊接质量。


新耐视车身钎熔焊接系统

新耐视车身钎、熔焊接系统主要包括钎、熔焊接头,送丝系统,激光器,中央除尘系统等。
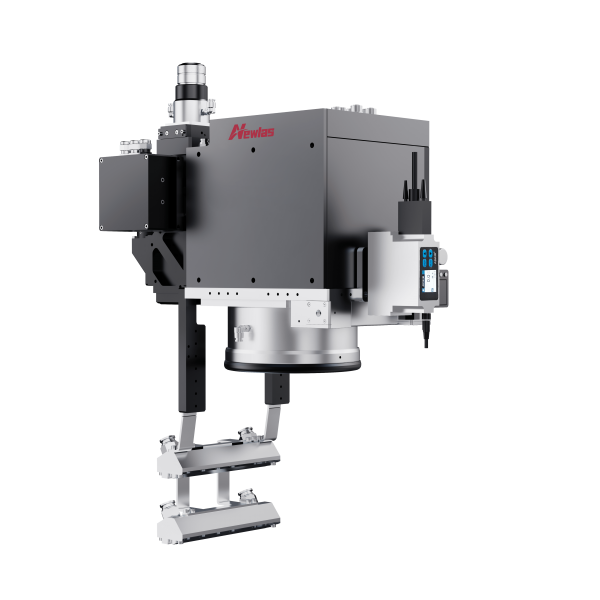
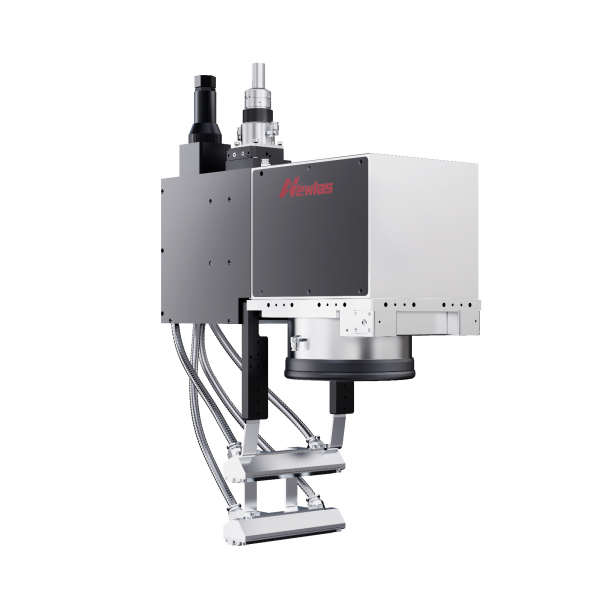
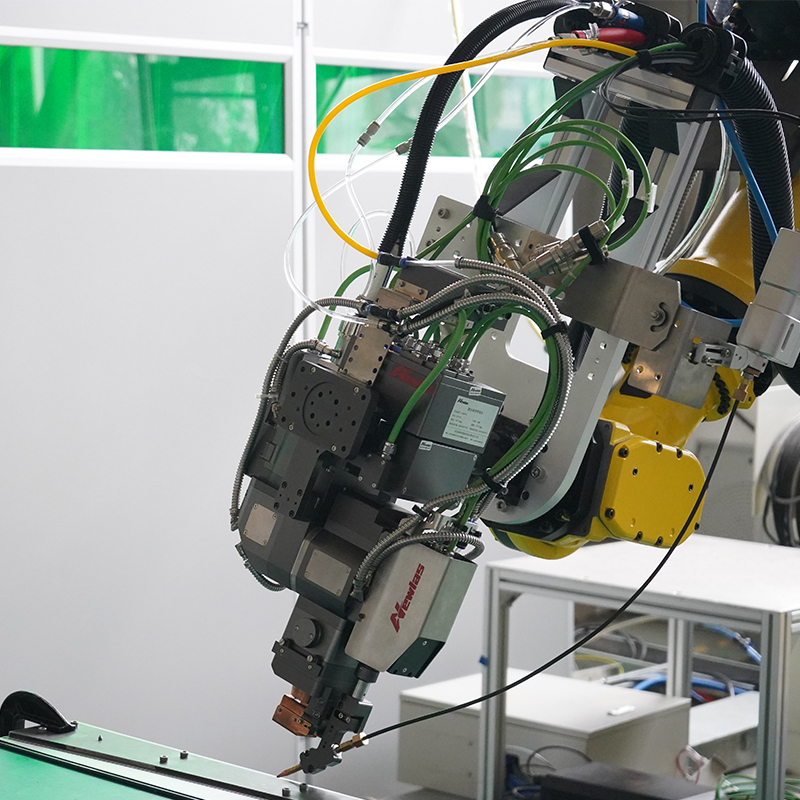
钎、熔焊接头
新耐视钎、熔焊接头可合理的控制激光功率分配,利用精密触觉传感器进行焊缝跟踪,无需在焊接作业前对焊缝进行扫描、跟踪,在焊接作业的同时就能精确的完成对焊缝偏移的补偿。

| 型号: | FT3 |
| 最大输出功率: | 6000W |
| 波长: | 900~1080nm |
| 光学比: | 0.8~1: 5.3(可定制) |
| 工作距离: | 250-600mm |
| 电源: | 24V/10A |
| 防护等级: | IP64 |
| 激光防护等级: | 4级 |
| 焊接速度: | <120mm/s |
| 连接形式: | QD |
| 光路输出: | 双光路输出,2*30m光纤 |
| 重量: | 约20kgs |
| 尺寸 | 350*250*580mm |
送丝系统
新耐视送丝系统可稳定焊接质量,提高工作效率,实现成本控制,并且能够针对具体项目进行工艺选型以满足项目需求。
| 送丝速度 | 20m/min |
| 冷热丝功能 | 可根据具体工艺要求提供 |
| 焊丝直径 | 1.2-1.6mm |
激光器
新耐视可根据具体项目对激光器进行工艺选型以满足项目的需求。
| 输出功率: | 6000W |
| 电源: | 三相四线制 |
| 功率调节范围: | 10%-100% |
| 连接方式: | QBH/QD |
| 控制模式: | RS232/AD |
| 光路输出: | 双光路输出,2*20m光纤 |
| 光纤芯经: | 20um-600um |
中央除尘系统
新耐视中央除尘系统用于整个车间除尘,可有效捕捉焊接烟尘。
| 最大换气量: | 18000m³/h |
| 最大气压: | 2500Pa |
| 功率损耗: | 6.6KW |
| 工艺除尘系统: | 可针对具体项目进行选型 |