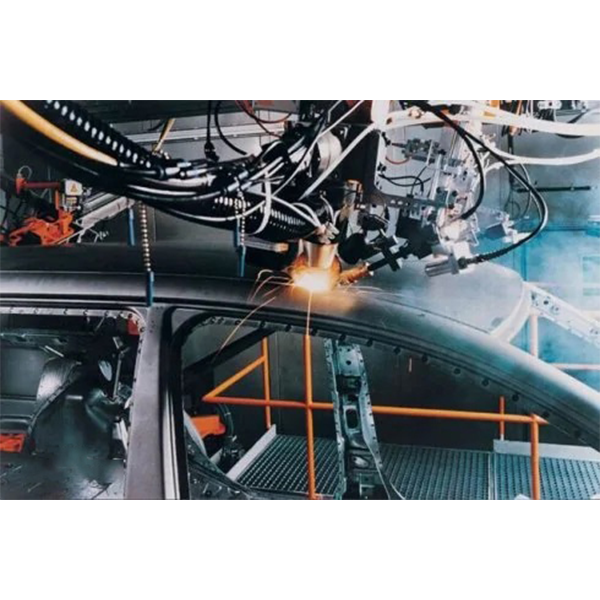
随着人工智能和制造业的深度融合,面向多元化和个性化的汽车市场需求,智能化焊接技术已开始应用于汽车车身焊接领域,对汽车行业的发展发挥了重要的作用。智能化焊接技术将智能感知、智能监测与激光焊接技术有机结合进行焊接制造,为汽车车身大批量、高节拍、多品种焊接制造过程中的质量和效率提供保障。下面围绕汽车车身激光焊接过程焊缝跟踪技术、缺陷在线检测技术两方面对汽车车身激光焊接智能化技术的应用现状进行介绍。
汽车车身激光焊接过程焊缝跟踪
汽车车身激光焊接工艺对焊缝的识别和定位有较高的要求,对焊缝快速准确的识别和定位是保证智能化焊接过程的必要技术手段。
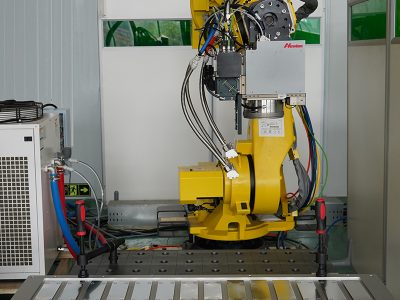
汽车车身激光焊接过程焊缝跟踪主要是依靠传感器对待焊汽车车身部件的焊缝实时感知,确定焊缝位置并反馈至焊接机器人运动控制系统,以便及时调整焊接机器人姿态及运动路径。因此,焊缝跟踪的精度和实时性对保证焊接质量至关重要。
焊缝跟踪技术主要包括焊前焊缝检测和焊中焊缝实时跟踪环节,这两个环节主要依靠视觉传感器对焊缝进行识别和定位。焊前焊缝检测的主要目的是为焊接机器人提供初始的焊接运动路径,因此焊缝检测的精准程度决定了焊接机器人焊接路径的准确性;焊中焊缝跟踪的目的是准确识别焊缝位置,动态调整机器人的运动轨迹,减小焊缝定位误差,提升焊接质量。
因此,就目前而言,焊缝跟踪技术适用于汽车车身的各种激光焊接工艺,具有一定的通用性。目前基于视觉传感技术,尤其是激光视觉传感技术的焊缝跟踪方法具有对比度高、精度高、实时性好、无接触等优点得到广泛研究和应用。
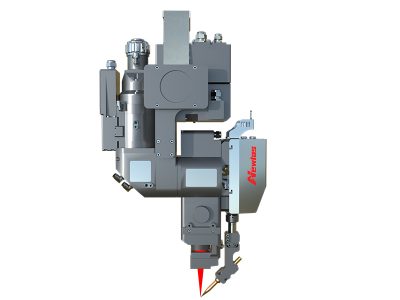
针对汽车白车身激光焊接工艺对工件装配精度要求高的特点,新耐视LWP系列焊前引导系统通过激光三角测量法,获取焊缝部位轮廓形貌,计算特征点的偏移值,通过振镜摆动偏移,可对对接焊缝,T形焊缝,角焊缝进行实时跟踪,提高焊接质量和生产效率。
汽车车身激光焊接过程的焊缝跟踪技术实现了焊接机器人焊接轨迹的焊前初始化以及焊中动态调整,使激光焊接过程更加稳定可靠,保证了焊接精度。虽然目前焊缝跟踪技术可适用于不同激光焊接工艺,但是仅限于对焊接轨迹进行实时调整,还需深入研究焊接轨迹的动态调整过程对焊接稳定性的影响,必要时需要将焊接轨迹的动态调整和激光焊接工艺参数动态调整相结合。比如,当焊缝跟踪时检测到焊缝间隙的变化时,除了对焊接轨迹进行修正外,还需调整激光功率、焊接速度、离焦量、送丝速度等工艺参数,保证焊接质量。
汽车车身激光焊接缺陷在线检测
汽车车身激光焊接质量对汽车的安全性至关重要,激光焊接过程由于焊接状态波动可能会导致偶发性焊缝缺陷,因此对汽车车身激光焊接缺陷进行在线检测十分必要。
缺陷在线检测技术主要包括焊缝内部缺陷检测和焊缝外部缺陷检测。焊缝内部缺陷检测是基于多传感器对焊接过程中的声、光、电等信号进行采集分析,通过建立信号异常位置处对应的某种焊接缺陷,通过人工智能算法建立缺陷-信号的关联模型,即可使用该模型在焊接过程中对缺陷进行在线检测;焊缝外部缺陷检测是基于传感器对焊缝表面形貌出现的飞溅、表面气孔、塌陷等缺陷进行识别。因此,缺陷在线检测技术适用于汽车车身的各种激光焊接工艺,具有一定的通用性。
目前汽车车身焊缝缺陷的在线检测技术主要集中在两方面:一方面是通过智能算法建立缺陷与信号的关联模型,实现缺陷分类和识别,多用于焊缝内部缺陷检测;另一方面是基于先进的传感技术,如激光视觉传感技术、OCT 技术对焊缝缺陷进行精确识别,当前多应用于焊缝外部缺陷检测。由于激光焊接缺陷种类较多,基于先进传感器获取的多元信号对各种缺陷进行精确分类、检测与识别,才能真正达到焊接缺陷在线检测的目的。
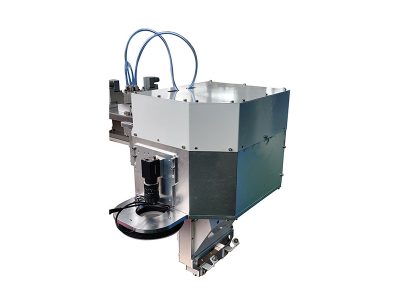
新耐视基于3D视觉技术开发出的3D焊缝视觉检测系统LBO,可实现白车身激光钎焊焊缝的表面质量检测,可具有99.9%的缺陷检出率,可实现焊缝长度、宽度、深度的测量,具有良好的检测精度和稳定性。