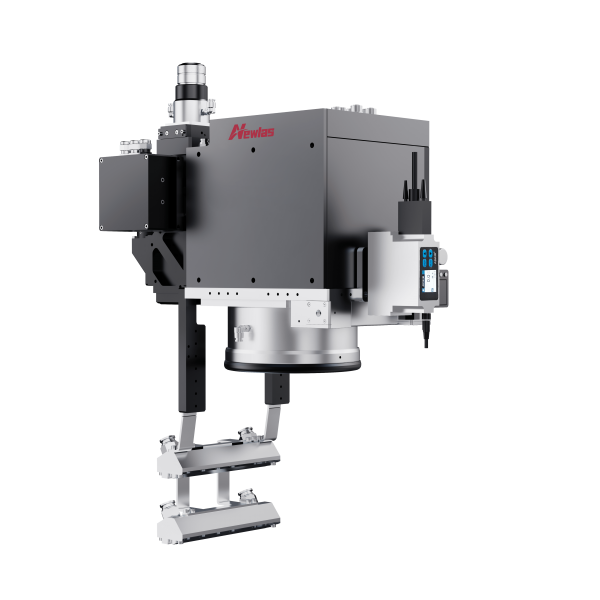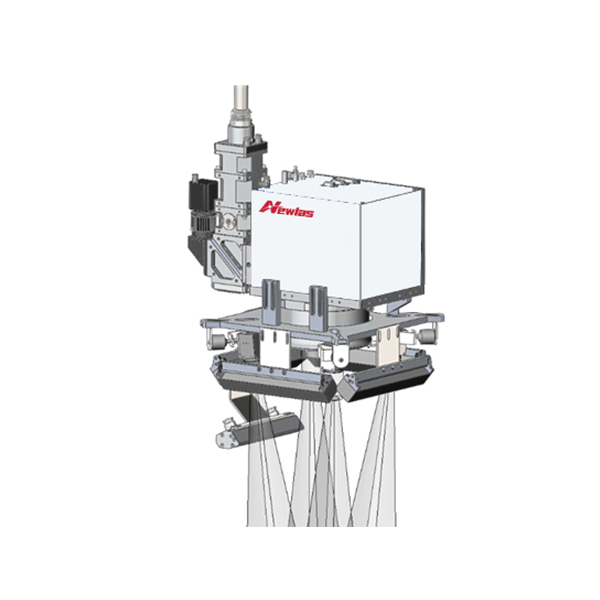
激光视觉引导系统为激光加工设备“锦上添花”,对于有高精度焊接需求的用户来说,视觉引导定位显得非常重要,特别事电池,电芯和动力电池的焊接。配合使用新耐视3D视觉引导系统,能显著提高焊接工艺质量,对电池的安全质量起到较大的帮助。
新耐视NewScanVision可以通过在3D振镜上加装同轴相机来实现焊接工件移动后的位置矫正。系统采用自主研发的视觉算法,通过与硬件相结合从而实现高精度的定位焊接工作。
系统特征
- 识别系统嵌入焊接系统,识别软件与焊接软件融合,实现软件一体化。
- 采用先进的图像处理算法,可根据不同工件的特征进行位置识别,确保焊接位置的准确性和焊接效果的稳定性。
- 提供视觉系统定制服务,可根据用户需求进行视觉识别的开发。
系统应用
视觉引导通常应用在重复工件并且需要一定焊接精度的场合,例如:
- 电池顶盖极柱的焊接。
- 模组Busbar焊接。
- 方壳电池顶盖焊接
- 顶盖防爆阀焊接
- 发卡电机焊接
实际应用示例
发卡电机焊接

- 根据匹配模板找到焊接中心点坐标、计算出工件的X、Y偏移。
- 根据模板坐标拟合一平行于焊缝的直线去计算铜片偏移的角度计算角度补偿值来调整机械模组以正确的姿态去焊接铜片。