方案介绍
零件特征
由于汽车车身底板为承载梁结构,分总成零件加强横梁通常采用高强板滚压的工艺,且材料为镀锌钢板,零件的结构为几字形,如下图示意:

零件连接工艺采用激光填丝焊接工艺,由于焊缝为连续的直线型,焊接后整个横梁容易变形,需要从焊接工艺和焊接工装多个方面采取特殊的处理方法,保证焊接强度和几何尺寸。
从焊接工艺方面,采取了快速焊接,快速送丝,大功率焊接的方法,来保证焊接质量降低变形量。从工装夹具上采用了反变形设计,吹气装置等手段,确保焊接后的零件的几何尺寸变形可控。
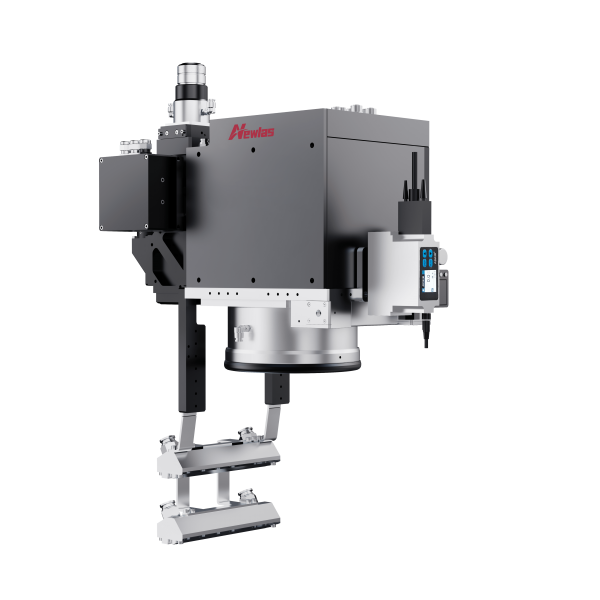
反变形工装示意图

1为反变形工装整体结构,
2为翻转横梁,
3为仿形支撑模块,
4为压紧仿形模块,
5为吹气机构,
6为强力压紧机构
技术优势
- 特殊结构的反变形工装保证镀锌高强板零件采用激光焊接后的变形在可控范围内,该结构属于国内首创,且申请了发明专利。
- 零件采用了圆弧搭接方式,便于锌蒸汽的逃逸,减少飞溅对焊接质量的影响。
- 焊接速度达90mm/s,效率高,满足工作站高节拍的要求。
- 采用了双光斑的激光焊接工艺,降低激光焊接的功率
- 激光焊接入射角度为45度左右,形成的焊缝饱满且熔深质量稳定。