激光焊接是利用激光束优异的方向性和高功率密度等特性进行工作,通过光学系统将激光束聚焦在很小的区域内,在极短的时间内使被焊处形成一个能量高度集中的热源区,从而使被焊物熔化并形成牢固的焊点和焊缝。作为一种高精密的焊接方式,其极为灵活、精确和高效,能够满足动力电池生产过程中的性能要求,是动力电池制造过程中的首选。

在动力电池的生产中使用激光焊接的环节在电芯组装环节与电池PACK环节。
1、电芯组装工段-中段:激光焊接工艺应用于壳体、顶盖、密封钉、极耳等焊接环节。
电芯组装工段具体包括电芯的卷绕、叠片、极耳焊接、电芯入壳、外壳顶盖焊、注液、注液口封装等。电芯是动力电池的最小单位,电芯的质量决定了电池模组的性能进而影响整个动力电池系统的可靠性。
相比传统氩弧焊,电阻焊的方式,激光焊接具有显著优势:
- 热影响区窄,焊接变形小,特别适合于微型件的焊接;
- 通过光导纤维引导或棱镜偏转,可远距离施焊;
- 具有极高的能量密度;
- 不需要真空防护和x射线防护,也不受磁场影响;
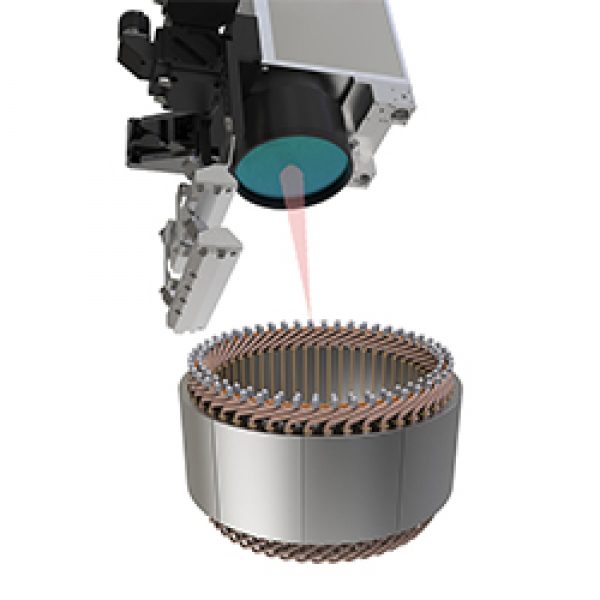
2、后处理工段-后段:激光自动化系统替代传统手工装配方式应用于模组PACK
后处理工段具体环节包括化成分容,测试分档、PACK模组,主要设备包括化成机、分容检测装置、过程仓储物流自动化,PACK自动化设备。其中,激光自动化系统普遍应用于模组PACK组装产线,进行电池PACK模组时的连接片焊接。
此外,激光也可以用于模组后的盖板上的防爆阀焊接等。防爆阀通常是由激光焊接成一定形状的两个铝质金属片,其上设计有凹槽,当电池压力过高时破裂泄压。由于防爆阀与盖板的配合间隙小,很难准确放到位,因而对激光焊接工艺要求极为严格,要求焊缝密封,严格控制热输入量,保证焊缝的破坏压力值稳定在一定范围内,否则会对电池的安全性造成较大影响。防爆阀通常采用拼接焊,复合焊。随着激光焊接工艺不断精进,激光焊接渗透率有望提升。
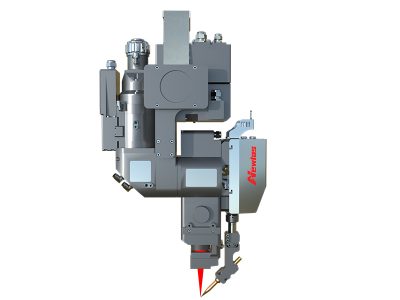
新耐视解决方案
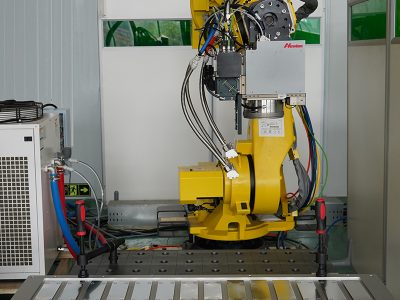
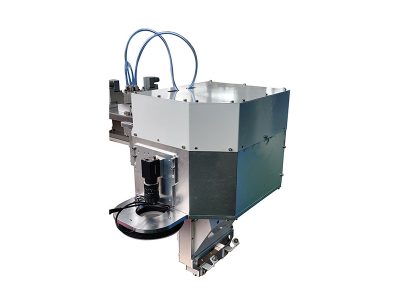
作为行业内领先的细分领域智能化激光焊接解决方案服务商,新耐视自主研发的钎熔焊送丝焊接头NewFA3,具备高精度的焊缝跟踪和焦距自动补偿功能,可实现动力电池:侧板焊接、模组焊接、Busbar焊接、盖板焊接、极柱焊接等。

优势:
- 焊丝导向跟踪:焊丝触觉传感器精确控制跟踪力量,自动补偿零件偏差,实现焊接过程的稳定性;
- 自动调焦:焊丝可以跟随焊缝上下随动,同时焦点自动调节,保证焊丝上光斑大小恒定;
- 易于集成:与外部系统如送丝系统、激光器、摄像头显示器快速集成一体化;
- 模块化设计:同时FA3钎、熔送丝焊接头具有功能的延展性,适用于任何类型的激光光源,易于维修拓展;
- 用户操作友好:可与进口设备实现无缝替换,且兼容现有的激光钎、熔焊接系统,调试周期短,稳定性强。