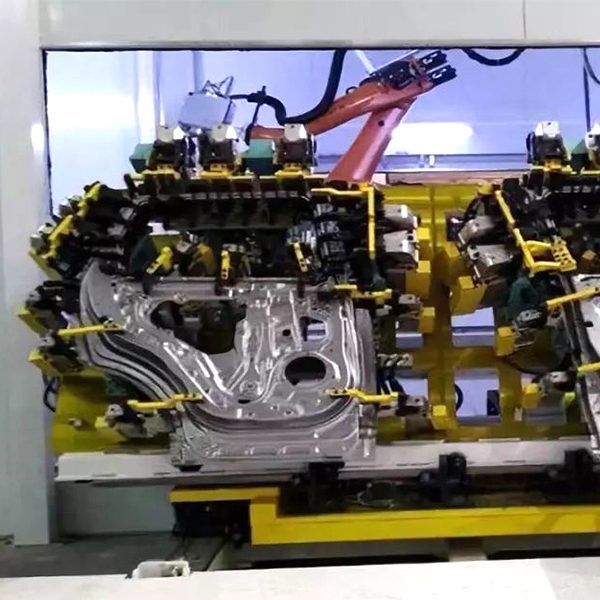
汽车白车身生产工艺中VIN 一般直接打刻在车身右侧结构件上,需满足打刻的字码易辨认、字迹清楚、坚固耐久和不易替换的要求。字码打刻要求字高不低于7mm、深度不低于0.3mm。同时打标工艺需满足焊装生产线的高速度、高效率、高稳定性的要求。本文总结从事的白车身生产中接触到的常用金属打标工艺原理及特点,以期为同业者在汽车VIN 打刻设备的开发中提供参考。
白车身VIN打刻常用金属打标工艺
汽车VIN 打刻常用的深度金属打标工艺分类如表1 所示。

1. 气动刻划式打标
气动刻划式打标设备在垂直方向布置两个电机。电机的旋转运动通过丝杆螺母、滑块滑轨转化为刻印针的X、Y 二维平面移动。同时刻印针所在气缸的进气气路电磁阀在计算机控制下通断,实现刻印针的Z 向运动。在打标时,刻印针的气缸通过气刻印针下移侵入工件表面,配合刻印针在X、Y 方向按一定轨迹移动从而在工件上留下印记。

如图1 所示,打刻深度由刻印针气缸气压决定,打刻力F=P上·S上-P0·S下-K·X,其中:
P上 —刻印针上腔气压
S上 —刻印针上腔面积
P0 —标准大气压
S下 —刻印针下腔有效面积
K —复位弹簧倔强系数
X —刻印针距离工件表面距离
1.1 刻划式打标机工艺注意事项
1)刻印针与工件表面距离应不大于刻印针最大升出长度减2mm,且不小于3-5mm。
2)由于腔体体积变化越大, 腔体内气体压力稳定所需时间约长,需根据设备刻印针与工件表面距离设定打刻延时参数。
3)设备开发中需考虑刻印针在工件表面划动所产生的与打刻力垂直的刻划力,应保证在打刻过程中工件在X、Y 平面与打刻头相对静止。刻划力的大小可根据刻印针压入深度、刻针形状、工件材料的屈服强度进行估算。
2. 气动点阵式打标
气动点阵式打标的刻印针XY 轴运动原理与气动刻划式一致。其刻印针Z 向在高频通断的电磁阀作用下做高频往复运动,从而在工件上留下冲击印迹。由于刻印针的高频冲击运动中与工件作用时间短,刻印针在打标过程中产生的与打刻力垂直的刻划阻力较小。因而气动点阵式打刻头的丝杆螺母、滑块滑轨、驱动电机可选用小型号,其设备体积、功耗远小于刻划式打标头,可开发为便携式打标设备。但由于刻印针高频冲击的工作原理在打标时产生较大的机械噪音,在使用过程中需考虑噪音的影响。另打刻的字码由一系列冲击点印记构成,打刻的外观低于刻划式打标工艺。
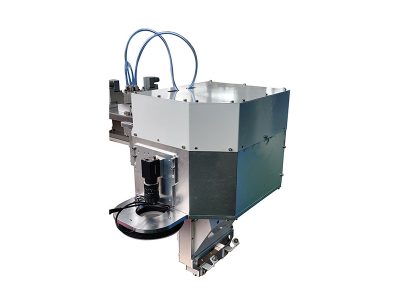
3. 压印式打标
预刻有目标字码镜像阳文的码盘在计算机的控制下旋转至需压印的字模位置后,码盘在机构带动下向下运动压入工件表面,从而在工件表面形成具有一定深度的正向阴文印记。该打标工艺一般将码盘制作为圆形状以便切换选取目标压刻字码。压印一串字符
时,码盘与工件需在字符方向满足一定距离要求,以实现间隔移动。因此该工艺较适合
在体积较小的零件上使用。由于压印一个字码时只需一次垂直运动,具有打刻效率高、深度一致性好、字码美观的特点。
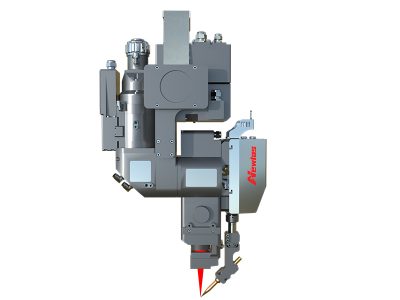
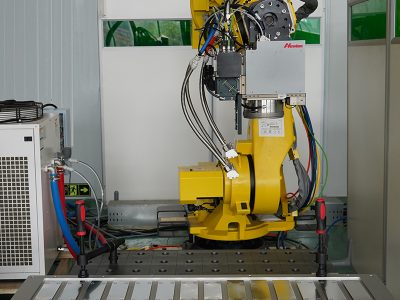
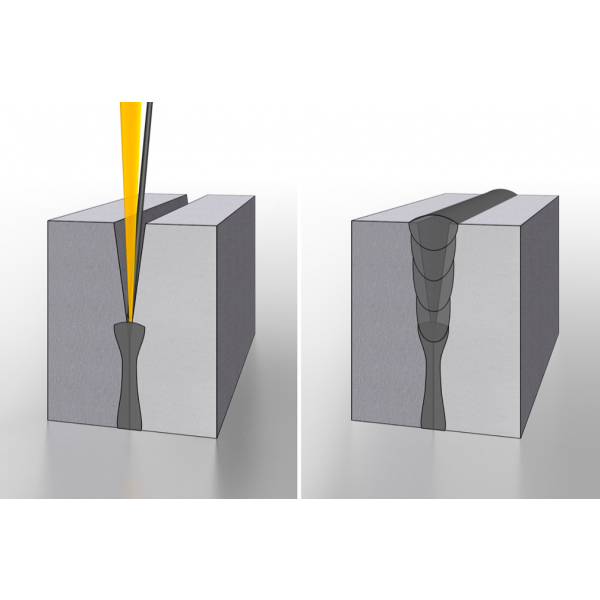
4. 激光式打标
激光式打标是利用高能量激光对工件进行局部照射,使工件表层物质被蒸发后露出深层物质, 或使表层物质发生颜色变化的化学反应,从而在工件表面留下永久的标志。激光打标设备的主要组成部件有:①激光发生器;②扩束镜(激光发生器激光直径与振镜系统匹配时无需扩束镜);③振镜系统。由于激光打标为非接触式打标,具有较高的柔性,可实现生产线多车型、各种打刻位置的打标。但由于钣金上的油膜烧蚀与金属蒸发会产生烟尘,同时激光有强光辐射,所以在使用激光打标时必须考虑通风排气与光辐射防护。
4.1 激光打标在白车身VIN码打刻样例
在金属打标中目前常用激光发生器功率为150-200W, 由于汽车VIN 打刻深度要求不低于0.3mm,以间隔符与VIN 组成的字高10mm、字宽4mm 的19 位单线体字题测试,激光打标具有表2 特点。

4.2 前聚焦振镜式激光打标
在激光束进入XY 振镜前,先通过一长焦距的动态聚焦装置进行聚焦的振镜系统称为前聚焦振镜。由于在平面扫描过程中工件平面到聚焦镜的距离不断在发生变化,采用前聚焦可实现工件平面每一点到聚焦镜的距离一致,从而使聚焦后的光点能全部聚到工件所在的平面内,其打标效果最佳。
4.3 后聚焦振镜式激光打标
聚焦透镜在XY 振镜后方的振镜系统叫后聚焦振镜。由于激光器输出的光束先经振镜进行扫描,再通过透镜聚焦到扫描平面上,这种方式控制软件容易实现,成本较低,速
度较快。但受透镜与工件距离不变的影响,扫描平面内的每个光点的大小存在不一样的
情况,会出现中间的光斑较小、周围较大、容易产生枕型和腰鼓型失真。
总之,各种金属打标工艺方法都具备其优缺点,在VIN 打刻设备开发时需根据自身产品结构、线体工艺路线及开发成本、维护成本系统性分析选择。在普通碳钢VIN 打刻时本文所有打刻工艺都能适用,但打刻在屈服强度大于1300MPA 及以上的热成型钢时只能采用激光打标工艺。采用激光打标工艺时需考虑其效率与质量的反比关系需求一平衡点。
参考文献:《GB 16735-2004 道路车辆车辆识别代号(VIN)》─中华人民共和国国家质量监督检验检疫总局、中国国家标准化管理委员会。
来源:汽车白车身VIN 打标工艺原理及应用-曾清林,蒋向荣