一、激光钎焊原理和特点
激光钎焊是采用激光将焊丝加热,并填充到焊缝,一般情况下光斑直径比焊丝直径大,焊丝处于光斑中心,利用光斑边缘加热母材,使得焊丝更容易铺展,从而填充在母材表面形成钎焊缝。
激光钎焊中一个显著的特点是母材不熔化,而焊丝熔化形成焊缝。在白车身制造中,激光钎焊主要应用于车顶、行李箱侧围落水槽、后盖区域(如下图)。

在所有激光钎焊中,车顶激光钎焊长度最长、质量要求最高、控制难度最大,因此本文重点阐述车顶激光钎焊。
相比于传统焊接方法,激光钎焊具有以下显著特点:
(1)激光热源集中,热影响区窄小,工件变形小,焊缝成型美观,焊后基本不需要后续处理。
(2)激光钎焊使车身强度提高30%~50%,减少了车身在行驶中的变形。
(3)焊接密封性好,无需涂刷PVC和橡胶条(俗称“背包带”)。
(4)相比其他焊接方法,激光焊接一次投入成本较高,同时由于激光焊接自身机理的原因,其对零件匹配要求非常高,对工艺参数非常敏感,对焊接设备的稳定性要求非常苛刻。
二、激光钎焊系统及设备
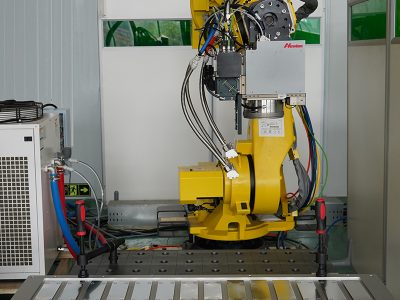
激光钎焊系统主要由激光发生器、激光钎焊头、送丝机构、机器人和控制系统等构成。
1. 激光器。激光发生器是产生激光的装置,是激光钎焊系统中提供焊接能源的装备。

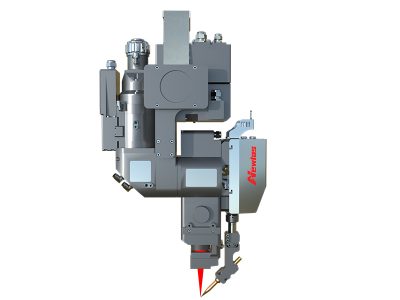
2. 激光钎焊头。新耐视激光钎焊头主要由准直模块、控制模块、聚焦模块、焊缝跟踪模块等部分组成。可摆动跟踪焊缝,高度自适应,焦点自动跟踪。

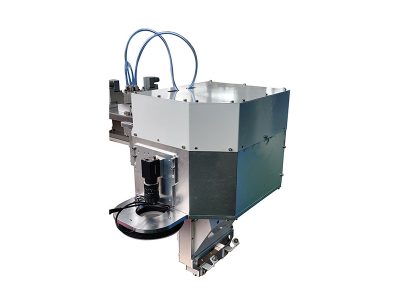
3. 送丝系统。送丝系统负责焊接时稳定地送出焊丝。采用推拉式送丝机构,以保证焊丝良好的准直性及稳定的送丝速度。

4. 机器人。实现焊接轨迹的行走,同时承载激光钎焊头及附属装置、水、气和电路等。

5. 控制系统。通过工业总线控制机器人、激光器、钎焊头、送丝机及预热系统的时序动作,以完成焊接工作。
三、车顶激光钎焊常见的质量缺陷及控制措施
车顶激光钎焊常见的质量缺陷有波浪、气孔、凹陷、假焊、焊瘤和缺口等。
1. 焊缝表面不平整
焊缝表面不平整俗称“波浪”,是激光钎焊中最常见的一种缺陷,肉眼查看焊缝表面较粗糙,高低不平,用手触摸焊缝表面不光滑。
由于车顶激光焊为客户可视焊缝,其表面要求非常高,根据相关质量标准,合格的焊缝表面需光滑、平整、清洁。

激光钎焊过程中,高温熔化的液态金属冷却凝固后形成焊缝,由于液体表面是不规则的,凝固后其表面会产生波浪。因此,焊接之后一般要通过打磨来消除波浪。常见的有机器人自动打磨和人工修饰两个步骤,如下图所示。

控制措施:
(1)优化焊接参数。激光钎焊过程中必须要保证激光功率、送丝速度和焊接速度的匹配。激光功率过小会导致焊缝流动性变差,焊缝表面容易形成高低不平的僵块,适当增加激光功率有助于消除焊缝表面不平整。送丝速度不宜过快,过快会导致焊丝熔化不充分,一般而言送丝速度与焊接速度保持在1:1的比例,并根据实际情况进行微调。同时,送丝速度的稳定性非常重要,可以通过送丝机构中的送、拉丝电流判断焊丝的稳定性。
(2)优化零件匹配。车顶激光钎焊推荐将车顶、侧框的零件缝隙控制在0.2mm以内。
(3)调整焊接姿态和光斑焦点。由于车顶盖与侧围的搭接面为曲面,在焊接轨迹的示教过程中一定要注意整条焊接轨迹中各个轨迹点的焊接头姿态应尽量与车身角度保持相对一致,同时检查各个轨迹点的焦点位置要均匀一致。
(4)优化自动打磨轨迹和打磨压力。自动打磨的好坏对焊缝质量有直接影响并会影响后道人工修饰的节拍,自动打磨中适当的增加打磨压力,打磨轨迹适当往焊缝方向下压可以提高焊缝质量,但会导致打磨片损耗的增加,在实际生产中要平衡质量和成本的关系。
2. 气孔
激光钎焊的气孔成因非常复杂,一般来说,气孔的来源主要以下两个因素:一是内因。焊丝、零件本身的杂质、油污和镀锌层挥发导致气孔的产生;二是外因。空气中的H2、O2和H2O等气体在高温时渗入焊缝中。

控制措施:
(1)优化焊接参数。降低激光功率有助于减少焊接气孔,但必须保证送丝速度和激光功率的匹配,否则容易造成焊缝波浪,僵块。同时功率也不能无限制往下降,否则会影响焊缝的强度。
(2)加强零件表面的清洁。在焊前加强对零件表面的清理,一般采用无纺布进行手工擦除,也可采用机器人进行擦除。
(3)严密关注焊丝的成分和储存条件。激光钎焊常用的焊丝为CuSi3焊丝,其主要成分见附表。焊丝的成分必须进行严密关注,其中硅、锰元素是良好的脱氧剂,对减少气孔有一定的帮助,而磷、铝、锌等气体属于有害元素,容易产生气孔,必须严格控制。同时,焊丝储藏时必须保持干燥,防止氧化。一般对盘装焊丝采用真空包装,对桶装焊丝应放置足量的干燥剂,焊丝的使用需遵循先进先出的原则。
3. 凹陷
车顶激光钎焊凹陷是指焊缝中存在下塌的情况,这不仅会影响焊缝的表面美观,而且也降低了焊缝的强度。
车顶激光钎焊凹陷是指焊缝中存在下塌的情况,这不仅会影响焊缝的表面美观,而且也降低了焊缝的强度。

控制措施:
(1)优化零件匹配。通过优化单件尺寸、调整车顶胎膜的垫片等措施可以有效的减小零件缝隙。
(2)优化激光焊参数。对于局部缝隙较大的区域可以通过局部修改焊接参数来消除凹陷,例如,通过减少焊接速度就可以有效控制凹陷。
4. 假焊
焊缝假焊是最严重的一种质量缺陷,产生原因主要有焊缝处激光能量低、激光中止和焊丝卡丝等。其中焊丝卡丝后激光空焊会导致焊缝假焊,此时激光所有的热量作用在母材上会导致零件被激光割穿,从而导致整车的报废。因此,必须严格控制焊丝卡丝情况的发生。

控制措施:
(1)优化激光参数。增加激光功率可以减少假焊风险。
(2)检查激光设备是否有激光中断的情况,调整激光设备后重新焊接。
(3)减少焊丝卡丝的情况。一方面要求焊丝厂家严格按照工艺进行生产,在物流运输过程中防止焊丝振动、摔倒等情况,焊丝搬运要轻拿轻放,防止焊丝互相缠绕。另一方面,可以通过增加一个监控焊丝移动的传感器,一旦焊丝卡丝就发送信号到机器人和激光发生器,这时机器人停止移动,发生器停止出光。待卡丝消除后接着焊接,这样就不会产生报废。例如,我们可以通过监控焊机中的送丝、拉丝马达电流来避免焊丝卡丝情况的发生。
5. 焊瘤和缺口
焊瘤和缺口一般发生在焊缝的起始端、结束端,主要是由于起始端、结束端焊丝和激光的开启与关闭时间设置不合理导致。同时,车顶零件在车身前后方向的移动也会导致该缺陷。

控制措施:
在起始端,如有焊瘤可以通过提前开启激光,如有缺口,通过调整提前开启 送丝进行消除;在结束端,如有焊瘤可以通过延迟关断激光,如有缺口可以通过延迟关断送丝消除。如参数优化无效就需要重新调整激光焊轨迹。
新耐视车身钎、熔焊接系统以焊丝为导向,焊接头高度自适应,焦点可自动跟踪,配置触觉跟踪系统以及光学跟踪系统,能准确跟踪焊缝位置,保证焊接质量。