在降低油耗增加能耗比的背景下,全铝车身因其重量轻、强度高、耐腐蚀性能好等优势,被越来越多的汽车厂所青睐并应用于高端车型。随着企业对轻型金属材料需求的日益增加,轻金属焊接工艺显得尤为重要。
然而,由于目前合金技术的原因,铝材成型后易氧化而氧化铝有着熔点高、光线反射率高的特点,使得全铝车身焊接工艺加工难度大。本文聚焦激光填丝熔焊与激光熔焊在全铝车身焊接中的应用。
1. 激光焊接助力全铝车身轻量化
减少汽车自身质量是降低油耗最有效的措施之一,使用铝合金材料可以有效实现车身轻量化。实现汽车轻量化主要是轻量化结构设计及优化、先进轻量化材料应用、先进轻量化制造技术应用,采用新型材料是汽车轻量化最直接有效的方法。
轻量化就是在保证汽车的强度和安全性能的前提下,尽可能地降低汽车的整备质量,从而提高汽车的动力性,减少燃料消耗,降低排气污染。实验证明,若汽车整车重量降低10%,燃油效率可提高6%~8%;汽车重量降低1%,油耗可降低0.7%;汽车整备质量每减少100千克,百公里油耗可降低0.3~0.6升。
2. 激光焊在全铝车身上的应用
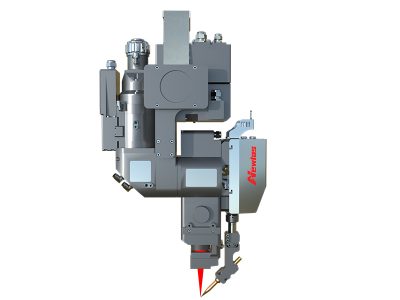
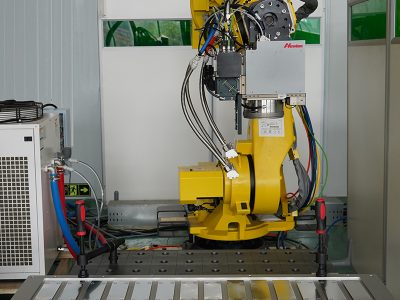
激光焊接系统主要由激光源、激光焊接头、送丝系统、冷却系统、机器人、PLC控制系统等组成,应用于全铝车身顶盖激光填丝熔焊、机舱前风挡激光熔焊、顶盖后翻边激光熔焊、侧围激光熔焊、侧围流水槽激光填丝熔焊。激光填丝熔焊技术是以激光为热源,多在顶盖、侧围外板连接中应用,使填充焊丝和部分母材板件熔化、部分金属液态化,待金属冷却后形成稳定的连接;激光熔焊技术是以激光为热源,多在侧围内、外板连接应用,使上层板件熔透、下层板件部分熔化,使两层板的部分金属液态化,待金属冷却后形成稳定的连接。

2.1 铝合金激光填丝熔焊
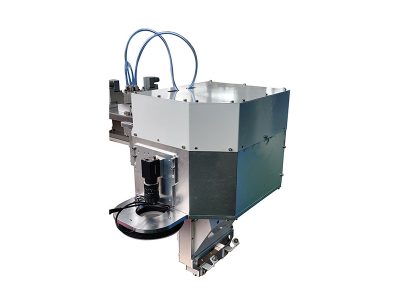
铝合金激光填丝熔焊区别于传统的激光钎焊,填充焊丝材料为铝丝,较钎焊的CuSi3焊丝更软,需要严格控制间隙以及减少铝被氧化,因此需要采用压轮系统及保护气系统。顶盖与侧围外板连接左右两侧焊缝较长,由于尺寸原因很难保证上下板间隙能够稳定在0.2mm以内,通过使用1.2mm的铝丝可以尽可能弥补因为尺寸问题导致的焊接不良。
设计压轮系统,压轮可以根据实际工况设置成所需压力以满足需求,压力设置范围在0N-400N之间。系统中压力设置为60N-120N,使压轮在下压的过程中保证间隙良好并且不会导致板件被过压而变形影响焊接质量,并且保证压轮伸出后与送丝尖端间距保持在5mm-8mm的最佳距离。
铝丝在熔化过程中尤其在高温的作用下极易氧化,氧气会溶于液态金属中形成气孔造成焊接不良,因此焊接过程中需要使用保护气体。氩气为惰性气体不溶于液态金属当中,焊接时可以起到隔绝空气、减少等离子体对激光影响的作用,保护金属熔池。
氩气纯度应不低于99.9%,纯度不够容易引起表面发黑等不良现象。本系统中应用的是同轴吹气,在焊接的过程中铝丝与保护气在导管中同时送出,送气流量设定10-16L/min,既不会破坏熔池也能够隔绝空气,可以根据现场的时间情况进行调整优化如图一所示。

2.2 铝合金激光熔焊
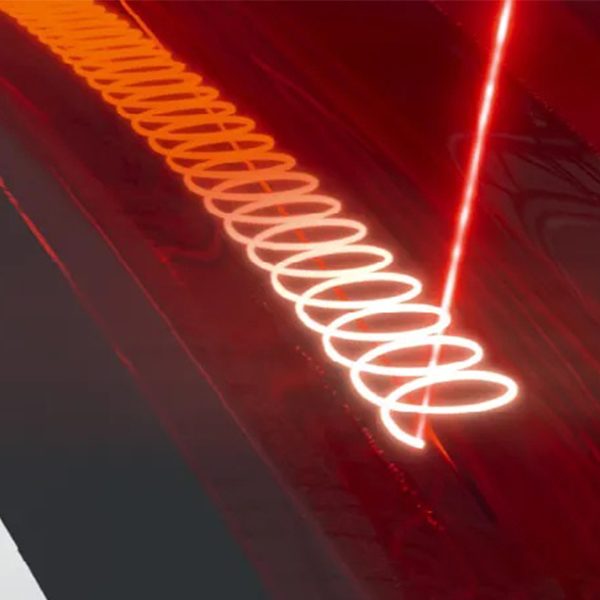
铝合金激光熔焊是在足够高的功率密度光束照射下,使材料产生蒸发形成高温蒸汽,在光束移动过程中焊接部位随温度急速降低而冷凝,通过此方式将外板母材部分熔化与内板进行连接。铝合金激光熔焊的优势在于焊接速度快和焊接精度高,不仅达到了比较高的强度而且成型面美观工整、纹路清晰如图二所示。

3 铝合金激光焊接工艺
3.1 激光焊接熔深要求
3.1.1 填丝熔焊要求
激光填丝熔焊要求如图四所示,激光填丝熔焊金相如图五所示。图中顶盖总成与侧围外板为上下板的搭接方式,上下板厚均为1.2mm,焊接试片金相测试中连接熔宽为1.6mm,下板熔深为0.65mm,达到既定的强度。


3.1.2 熔焊要求
激光熔焊连接强度要达到既定的要求,理论上焊接熔深需要达到下层板件的三分之一以上,激光熔焊熔深要求如图六所示。上下两层板件之间的贴合间隙不得大于0.2mm,尽量保证上下板之间满足贴合而不至于过压的状态。铝合金膨胀系数较大,尤其在高温作用下板件容易造成形变,夹具的设计需要将整个焊接面进行覆盖。

焊接过程中,焊接表面处于超高温的环境,焊接完成后熔池再迅速冷却成型,板件的贴合如果没有达到既定的标准,内外板件有向外作用力下容易对焊缝形成拉力导致裂纹的产生,但在表面四周有工装的夹持下车身外力能够得到抑制,不会导致膨胀形变过大而影响整体车身的尺寸。应用中定位铜块为铬锆铜,它有良好的导电性、导热性,硬度高,耐磨抗爆,抗裂性以及软化温度高。槽型压块中间的一段区域用来进行熔焊加工。
激光熔焊焊缝要求表面纹路清晰饱满,成型面略高于上板,没有明显气孔和裂纹,焊接熔深达到下层板件的三分之一,强度能够达到既定的要求。图七所示为激光熔焊金相,上板厚0.9mm、下板厚2.2mm,焊接试片金相测试中连接熔宽为1.8mm,下板熔深为0.9mm,达到既定的强度。

4. 激光焊接姿态
4.1 填丝熔焊姿态
激光束对焊丝、母材进行加工,激光照射方向需要与焊接面偏转一定角度,否则容易出现高反报警影响激光器的正常使用。焊接过程中保护气体的角度也有要求,保护气体可以保护焊接头镜片,提高保护镜片使用寿命,减少烟尘、等离子体、飞溅对激光的影响。
保护气分为两路,一路为横向侧吹保护气,气帘压力要求达到0.5-0.6MPa;另一路为与激光方向夹角为30°斜向下(远离焊丝方向)保护气,气帘压力要求达到0.15MPa。采用流量为10-16L/min、与送丝方向同轴吹出的氩气,既不破坏熔池也能够隔绝空气,需要根据现场的实际情况进行调整优化。激光填丝熔焊姿态如图八所示。

4.2 熔焊姿态
激光熔焊加工中,激光照射方向也需要与焊接面偏转一定角度,焊接时倾斜10-15°效果最佳,激光熔焊姿态如图九所示。