激光飞行焊接技术,作为一种非接触式机器人激光焊接工艺,近些年已经获得了较大发展,并被应用于提高激光焊接工艺的生产效率,改善其加工的灵活性。激光飞行焊接的试验研究工作最早出现于1996年,由John Macken提出。RLW的主要特征是长焦距(可达1600 mm)、高功率、高光束质量激光源与振镜扫描装置的完美结合。与传统激光焊接工艺相比,飞行焊接加工的灵活性更好,速度更快,周期更短。
一直以来,飞行焊接技术研究工作被应用于各种类型的激光器。波长1080nm的高功率光纤激光器不仅能够实现激光束的光纤传输,还能够强化加工的灵活性及聚焦的精准度。而CO2激光器由于波长较长(10.6μm),所以生成的光束不可能通过光纤传输。高功率光纤激光因其合适的波长及优良的光束质量,在焊接应用领域具有无可比拟的优势,是取代传统CO2激光和Nd: YAG激光的理想选择。
飞行焊接的工作原理是通过振镜扫描对激光光束进行反射和定位,使其以高速传输到工件表面。现在,在飞行焊接领域应用最为广泛的是2D/3D扫描。
当然,飞行焊接也面临着诸多挑战, 比如对预加工的要求、对焊接质量和稳定性的要求、需要提供保护气体、需要特别注意镀层薄板的夹持和定位等。与传统的激光焊接相比,飞行焊接需要关注的工艺参数更多。这些参数大致可以分为光束质量、加工参数及材料属性三大类。
激光飞行焊接工艺
1. 工艺原理
飞行焊接的理念并不是特别新奇,其原理主要是通过扫描仪,在工件上方一定距离对聚焦的激光光束进行反射和定位,焦距通常在1000~1600 mm之间。1996年,John Macken进行了第一次飞行焊接试验,采用焦距为1600 mm的激光实现了小孔模式焊接,该试验被认为是飞行焊接工艺发展史上的里程碑。扫描仪能够帮助激光光束正确投射在面积为1 m×1 m,甚至是超过2m³的大型工件上,焊接速度可达30 m/min。
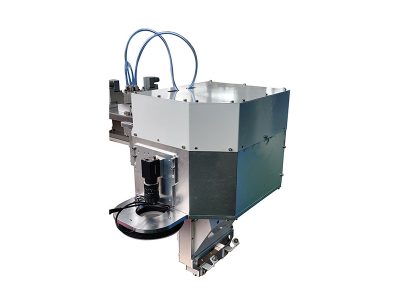
一般激光飞行焊接工艺有两种工作模式:集成扫描仪的飞行焊接系统和基于机器人的飞行焊接系统。集成扫描仪的激光飞行焊接系统是利用一个扫描单元(一般为2D扫描仪)对激光光束进行定位和聚焦,如图1(a)所示;而基于机器人的飞行焊接系统则是指通过一个长焦距激光光学镜与一个六轴机器人完成操作,由机器人负责激光光束在工件表面的定位,如图1(b)所示。

与基于机器人的激光飞行焊接系统相比,集成扫描仪的飞行焊接系统可应用于多种领域,且加工周期更短,精准度更高,但是这种系统对激光光束的质量要求也比基于机器人的飞行焊接系统高很多。表1为集成扫描仪的飞行焊接系统和基于机器人的飞行焊接系统与传统激光焊接的性能比较。
| 典型性能参数 | 集成扫描仪的飞行焊接系统 | 基于机器人的飞行焊接系统 | 传统激光焊接工艺 |
| 循环周期 | 良好 | 一般 | 较差 |
| 精准性 | 良好 | 一般 | 良好 |
| 实用性 | 良好 | 良好 | 较差 |
| 灵活性 | 良好 | 良好 | 一般 |
| 可编程性 | 较差 | 一般 | 一般 |
| 投资 | 一般 | 良好 | 良好 |
| 维护 | 一般 | 良好 | 良好 |
2. 配置条件
要想获得好的飞行焊接结果,必须满足以下三个条件:
- 一台确保激光光束正确传输和定位的扫描仪
- 一台能够进行长焦距作业的高质量高功率光纤激光器
- 全面正确地控制工艺参数
2.1 扫描仪
扫描仪将确保光束根据所需的焊接路径在工件表面正确引导,并快速定位。高度灵活的轻型扫描头能够使光束在焊点之间极为快速地移动,这也就意味着定位所需的时间将远远低于传统激光焊接工艺。
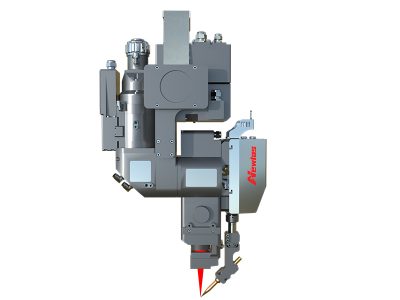
图2所示为一个扫描头的典型元件。扫描单元主要由一组振镜和透镜构成。在飞行焊接中,激光光束首先会通过透镜。透镜可以沿着光轴移动,从而改变焦点位置。激光光束通过X振镜和Y振镜被相继反射和引导,最后沿着既定的焊缝,在工件表面精确聚焦。

2.2 高功率光纤激光器
近年来,高功率光纤激光器实现了快速发展,在材料加工应用领域已经表现出极具优势的特性。具有极佳光束质量的高功率光纤激光器可以提供超高的功率密度峰值,能达到几个MW/mm2量级,这对于长距高速飞行焊接而言至关重要。
大量研究数据表明,高功率光纤激光器有许多优势,例如:
- 电光转换率高
- 极佳的光束质量
- 使用寿命长,因此运行成本相对较低
- 通过光纤传输的激光光束更具灵活性
- 对多数金属薄板的吸收系数高
- 设计紧凑,便于移动
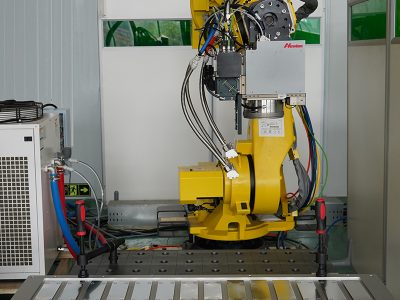
如图3所示,一个配有高功率光纤激光器的激光飞行焊接单元由工业机器人固定,并配备一个焊接头固定装置。研究显示,飞行激光焊接可以进一步提高焊接速度,减少焊丝、焊枪等的损耗,减少对工具及部件的紧固要求,降低传统焊接工艺所需负担的持续性维护成本。

3. 激光飞行焊接的典型特性
与传统激光焊接工艺相比,集成扫描仪的飞行焊接系统具有诸多优势,例如灵活性高、加工周期短、生产速度快,焊接效果好,性能均一稳定,高度自动化,使用材料少、维护需求低,所以能够降低生产成本;热量输入少,有助于减小热变形;机型设计紧凑,占地面积小。
3.1 高效生产
由于集成扫描仪的飞行焊接系统焊接速度快,加工周期短,因此效率更高。一般情况下,焊接速度可以从6 m/min提高到30 m/min,具体焊接速度取决于所配置激光器的输出功率。除去扫描仪非工作时间,可以进一步使加工周期缩短80%。扫描头的不间断运动与快速定位,使飞行焊接系统在焊缝之间移动所需的时间仅为50 ms,而机器人定位通常需要2-3 s。因此,集成扫描仪的飞行焊接系统的加工周期比电阻点焊或弧焊快6-10倍。
3.2 高度灵活
飞行焊接系统中扫描头与工件之间的长距操作在焊接时表现出极大的灵活性,这也是传统的激光焊接设备所无法企及的。如图4所示的焊缝就只能在长距操作的情况下才能完成。长距操作的另一个优势就是可以避免金属蒸汽或飞溅物污染光学元件。此外,长距操作对夹具的要求更低,这样在重型或大型产品应用中可以有效降低设备成本。

3.3 成本优势
飞行焊接在白车身生产中已经凸显出成本优势。大量研究结果表明,飞行焊接系统能够通过多种途径降低生产成本。比如:通过批量生产,降低单位生产成本;通过减少激光焊枪的数量,提高工作效率,降低设备使用成本;通过缩短焊缝重叠宽度,降低物料消耗成本;通过延长设备的使用寿命,降低维护成本等。
当然,飞行焊接也有劣势。例如:需要提供保护气体,需要极佳的光束质量,需要夹具,需要对焊缝进行追踪。对于飞行焊接而言,最大的挑战莫过于向工件喷射保护气体。辅助气体不是沿着焊缝同步移动,而是让整个加工区域全部处于气体保护状态。这样就需要一定数量的喷嘴,以极快的流速同时喷射保护气体,以防止整个加工区域氧化,避免污染。因此,飞行焊接所需的保护气体的量很大,也因此成为一个增加成本的因素。
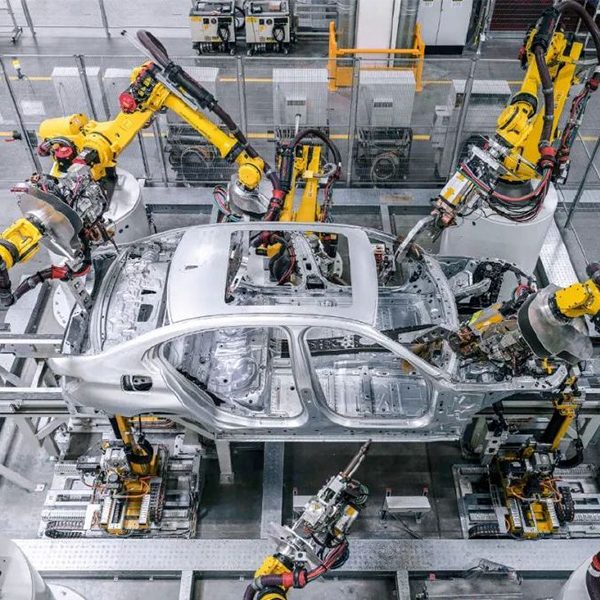
4. 激光飞行焊接的应用
现在,飞行焊接主要应用于平板装配量产,这样的生产线上往往需要进行大量焊接。
飞行焊接的典型应用领域就是汽车制造业。迄今为止,已有将近70个RLW系统投入使用,参与车座(座椅、框架、轨道、面板)、白车身(行李箱、后面板、车门/悬挂部件、侧墙、热交换器)及内部结构(加强筋、后窗置物板/护顶)的生产加工。