光束质量是激光光束特性的核心参数之一。人们通常用“高方向性、高亮度、高相干性”等词汇来概括激光光束的特征,与激光的线宽在一定程度上决定了激光的时间相干性、激光的功率与激光的亮度高度正相关类似,激光的光束质量与激光的方向性密切相关。
按照激光光束对激光加工的影响,可以把激光加工光束特性参数分成三类:功率特性(激光功率、功率密度、连续或脉冲)、光束特性(光束模式、光束质量、异形光束)、焦点特性(焦点大小、焦点位置、焦深)。
这些光束特性参数并不是独立的,而是相互影响的。同样功率的激光束,光束质量越好,聚焦焦点就越小,焦点的功率密度就越大。同一束激光,采用短焦距聚焦镜,可得到较小的聚焦焦点和较大的焦点功率密度,但是造成像差大,镜片加工困难,短聚焦也容易造聚焦镜污染。采用长焦距聚焦镜,可得到较大的焦斑和较长的焦深,光斑偏移对激光加工的质量影响相对较小。光束质量对光束能量分布、聚焦焦点大小、功率密度大小等重要参数有很大影响,是评价激光制造系统的关键参数,同时对激光材料加工过程产生重要的影响。
激光光束质量对激光焊接质量的影响
通常,我们会将光束质量简单地理解为表征激光束聚焦程度的一个参数。量化光束质量的最常见方法是:光束参数乘积(BPP),即光束束腰处的光束半径与远场光束发散角的乘积;M2因子,定义为光束参数乘积除以具有相同波长的衍射受限高斯光束的相应乘积。BPP或M2因子的低值意味着高光束质量。高光束质量意味着平滑的波前(即横过光束轮廓的强相位相关性),因此用透镜聚焦光束允许人们获得波前为平面的焦点。加扰波前使光束聚焦更加困难,即给定光斑尺寸的光束发散增加。
量化光束质量,无论是光束参数积(BPP),还是光束质量因子(M2),这些量化值通过简单计算都能相互直接转换。光束参数积是θ0和ω0的乘积,在整个激光传输区域守恒。例如,通过安装透镜或扩束镜来改变光束直径,将会影响光束的发散角。因此,光束参数积用来衡量光束聚焦能力。只有在使用像差或孔径效应的光学系统时才会影响外光路的光束参数积。
下面,我们将从激光光束的能量特性与激光焊接质量的影响,光束的焦点位置对激光焊接质量的影响两个方面来进行详细解析。
激光光束的能量特性对激光焊接质量的影响
激光束的能量特性包括光束的功率与功率密度、连续/脉冲输出和激光束的偏振等。对于激光焊接, 普遍认为焊接深度基本上与激光功率成线性关系。激光焊接中,起主要作用的是激光功率密度值,这是由于不同的材料都有一个临界功率密度阈值,只有激光焦点的功率密度值超过这个阈值,才能形成“小孔效应”,获得深熔焊接,因为金属材料对于波长10.6微米的CO₂激光束是强烈反射的,只有形成了小孔效应,材料对激光束的吸收机理才能由金属表面吸收变为小孔吸收,提高材料对激光束的吸收率。目前对激光焊接的计算主要集中于温度场的稳态或准稳态解析解,这种方法可以获得温度场分布的近似解,随着数值计算方法的发展,有限元在模拟激光焊接结果的应用上也越来越广泛。
光束的焦点位置对激光焊接的影响?
光束的焦点特性包括焦点的位置、大小、焦深和发散角。激光焊接中,焦点附近的光斑尺寸变化较大,不同的焦点位置将使作用在材料表面的激光功率密度变化很大,从而对焊缝质量的影响很大。通过实验研究了不同焦点位置对不锈钢焊接的焊缝形状的影响,当焦点为负离焦1~2mm时,焊接效果最好,负离焦比正离焦的焊接效果好。通过采用不同焦距聚焦镜进行了激光焊接实验,如图1所示,可见负离焦比正离焦更易获得较大熔深,负离焦1mm左右熔深最大(图1中负值表示焦点在工件表面下方,称为负离焦)。

焦点位置的变化将引起焊缝的突变现象,认为焊缝的突变是由于焦点位置变化到一定的位置,到达工件表面的光束尺寸变大,功率密度下降,小于阈值功率密度,不能使材料表面蒸发。同时在不锈钢上进行了工件距透镜距离与透镜焦距的比值对焊缝熔深、熔宽以及焊缝截面积的影响研究,结果表明负离焦的焊接效果好于正离焦。
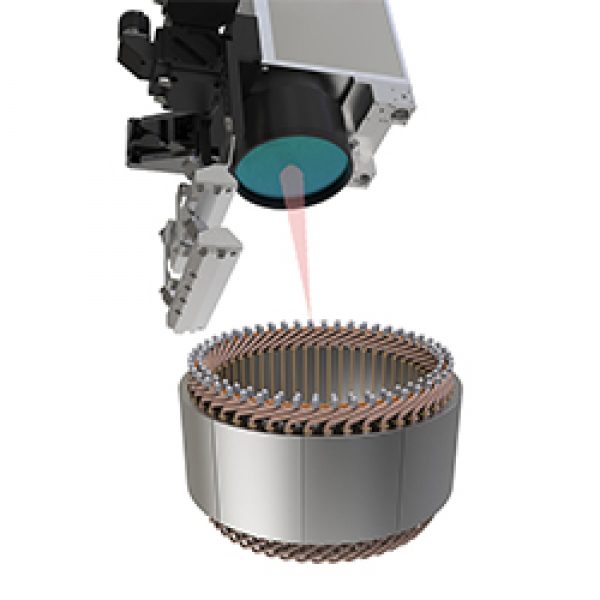
在激光材料加工的实际应用中,为了获得高能量密度,都要将激光束进行聚焦。图2所示为采用同一个聚焦镜,聚焦得到的焦斑大小。可以看出,光束质量越好,得到的聚焦焦斑越小;当需要获得相同大小的焦斑时,光束质量越好,可采用的聚焦镜的焦距越长(如图3)。激光飞行焊接的实现就是体现激光束良好的聚焦特性的一个例子。RLW 将光束聚焦到2.5m远的距离,通过振镜的精确转动形成扫描激光束,使激光深熔焊接过程在更大面积和更远的距离完成,这种良好的聚焦特性正是由于激光束的高光束质量决定的。