随着工业4.0及中国制造2025理念的不断深入,越来越多的企业开始意识到转型升级的重要性,特别是在汽车制造业。我国汽车产销量高速增长,新能源汽车飞速发展,车型的种类不断丰富,新车型开发、生产周期日趋加快,白车身生产系统的柔性解决方案成为行业重点研究的课题。汽车的智能化,除了汽车本身变得更加“聪明”,其加工过程也在向智能化升级。
白车身生产线的自动化和柔性程度不断提高,为了适应汽车的轻量化、耐腐蚀性能,焊接汽车用材料发生了很大的变化,传统的焊接方法难以满足汽车新材料焊接性能的要求,这给激光焊接带来了巨大的发展空间。

激光焊接因其具有焊接速度快、热影响区小、焊缝组织细化、焊接变形小、一般成型机械性能都强于母材、生产效率高等诸多优势,逐渐替代点焊、弧焊、涂胶等传统焊装工艺,在汽车智能制造中大展身手,为新能源汽车产业高速发展保驾护航。
应用激光焊接工艺不仅可以降低车身重量、提高车身装配精度、提升制造效率、降低生产成本,同时还能大大加强车身的强度,在用户享受舒适的同时,为其提供更高的安全保障。
白车身激光焊接类型
光纤激光焊接广泛应用于白车身顶盖、侧围、前后盖、四门、底板、覆盖件等部位的连接。激光焊接应用初期多着力于镀锌钢板和裸板,在白车身轻量化发展的趋势下,越来越多的铝合金零件在白车身上得到应用。
在汽车电动化、轻量化的发展趋势下,更多铝合金材料应用、更加灵活简洁的产品结构设计出现在白车身上,使得激光焊接技术在白车身制造领域不断创新,持续拓展应用边界和应用深度,呈现出百花齐放的多元化发展趋势。白车身激光焊接常见类型如表1所示。

白车身激光焊接工艺
白车身激光焊接的工艺难点在于必须严格控制各影响因素在要求范围内,需要分析和梳理清楚影响因素类型,然后在此基础上进行进一步的研究和工艺参数匹配、优化,以获得更大的工艺窗口达到稳定高效的激光焊接加工。影响白车身激光焊接工艺的因素如表2所示。

白车身激光焊接常见工艺结构及金相如表3所示。在车身结构设计阶段需要进行焊缝截面和工艺可行性分析,评估零件冲压、工装定位、夹具夹紧、工艺加工、前后工序、仿真验证等,优化产品结构和进行打样试验,最终确认结构和工艺方式。

各汽车主机厂有不同金相标准,以钢车身对接填丝钎焊工艺结构为例,通常包含以下几组质量数据:焊道宽度f、焊缝熔池深度C(焊缝根部与焊缝表面的最小深度)、顶盖焊缝长度A、侧围焊缝长度B,而判断依据均为尺寸需超过N倍的工件厚度Tmin(其中,倍率N由汽车主机厂定义,Tmin 为顶盖d2、侧围d1工件中较薄的工件厚度)。
白车身激光焊接前沿在传统光纤激光焊接设备的工艺和应用基础上,产品设计不断优化,白车身激光焊接领域新技术和集成应用创新层出不穷,如异形光斑、多光斑、功率可控的组合光斑、摆动焊、扫描焊、飞行焊、随行压轮定位、双压指定位、视觉焊缝引导、焊接过程监控、焊后质量检测等。
新耐视激光焊接解决方案
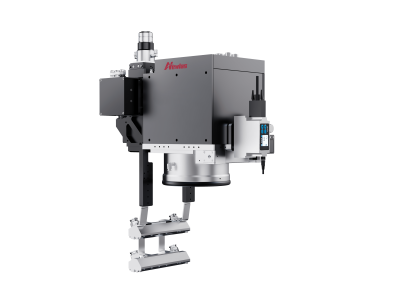
NewFA3钎焊头

新耐视NewFA3钎焊系统具备自适应光学系统,能在焊接的过程中有效进行焊缝跟踪,也可根据不同工件偏差不同,XYZ三向自适应调整焊接轨迹,保证焊接的质量。此外,新耐视激光焊接头,还可与国外进口设备实现无缝替换,不仅不影响现有客户的操作习惯,还具有调试周期短,稳定性高等优势。
新耐视优势:
- 焊丝导向跟踪:焊丝触觉传感器精确控制跟踪力量,自动补偿零件偏差,实现焊接过程的稳定性。
- 自动调焦:焊丝可以跟随焊缝上下随动,同时焦点自动调节,保证焊丝上光斑大小恒定。
- 易于集成:与外部系统如送丝系统、激光器、摄像头显示器快速集成一体化。
- 模块化设计:同时FA3钎、熔送丝焊接头具有功能的延展性,适用于任何类型的激光光源,易于维修与拓展。
- 用户操作友好:可与进口设备实现无缝替换,且兼容现有的激光钎、熔焊接系统,调试周期短,稳定性强。
NewScan-3D飞行焊接系统

新耐视NewScan-3D Pro飞行焊接系统以高精度、高质量的焊接技术来确保零部件的质量和可靠性,同时以智能化的生产方式来提高客户生产效率和降低客户成本,为新能源汽车制造注入强大的智能化技术。相较于之前的NewScan-3D飞行焊接系统,新型NewScan-3D Pro飞行焊接系统增加了安全控制部分,对其添加防呆功能;增加了保护镜片监测传感器,能够检测振镜保护镜片污染;增加了电机位置反馈,当电机反馈位置发生位移,能够及时报警断光。
新耐视优势
- 飞行焊接:可与外围设备速度同步,实现飞行焊接功能,提升焊接效率。
- 离线控制:脱离PC,自主控制,系统运行更加稳定可靠。
- 接口丰富:拥有总线、IO、串口等多样输出;总线通讯协议Profinet, Devicenet, Ethernet/IP。
- 防呆功能:带有多传感器,控制系统设计有防呆功能,可以提高激光安全,减少工业生产中的人为失误。
NewLBO-2D/3D焊缝质量检测系统

新耐视NewLBO-2D/3D焊缝质量检测系统能有效识别气孔、边缘焊、漏焊、焊瘤、焊坑、飞溅等典型焊接缺陷,提供实时动态图像显示与在线诊断,并对焊缝质量实时监控、保存,实现产品可追溯性。
新耐视优势
- 较大视野范围的高速检测
- 在线动态2D图形化显示
- 优化工艺的依据
- 极为稳定的焊缝检测
- 99%的缺陷检出率
关于新耐视
新耐视公司成立于2017年,主营业务是高功率激光焊接检测与控制系统及相关的核心器件和子系统,以解决企业激光焊接产线“卡脖子”问题,实现激光制造装备数字化、智能化为目标的高科技公司。自主研发的高质高效激光焊接核心器件NewScan-3D飞行焊接头及NewFA3钎熔焊接头已批量应用于新能源汽车制造行业。
公司核心研发团队主要由中国工业激光的发源地——华中科技大学和中国光谷知名激光企业专家组成。凭借强大的研发技术团队和卓越的科技创新水平,新耐视获批国家级高新技术企业、国家级专精特新“小巨人”企业、国家级科技型中小企业、“光谷瞪羚”企业等多项荣誉。