产品越是精密,质量要求就越高,品质检测的难度也越高,作为电动汽车电机的重要技术路线,高集成化的扁线电机在检测方面就尤为严苛。
高集成化让发卡电机的检测要求更严苛
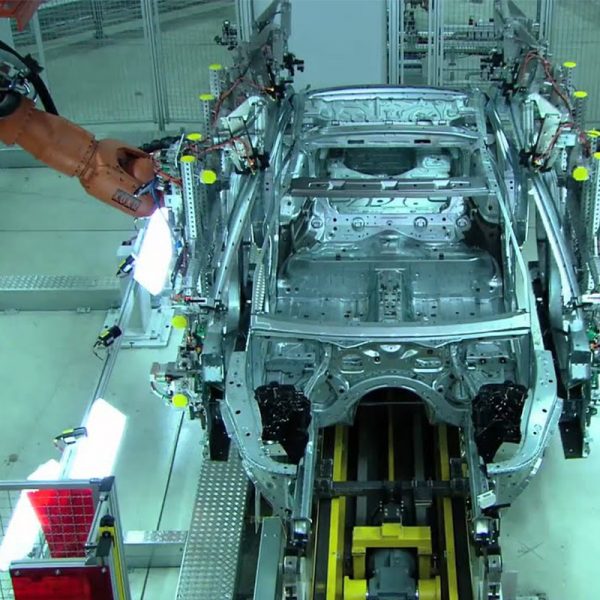
短短十来年,电动汽车的动力性、经济性、舒适性、安全性、可靠性、耐久性等都有了长足进步,但市场随之也对核心零部件提出了更高的要求,体积更小、结构更紧凑、功率密度更高的发卡电机,就势成为未来电机的一种重要技术路线。

相对于其它电机,发卡电机的集成化程度更高,对组件的工艺、精度和质量要求也更高,这种需求压力传递到品质检测环节,迫使检测在速度、精度、准确度、稳定性等方面达到相匹配的水平,才能保障电机的质量与生产效率。
再加上发卡电机定子绕组方式工艺复杂,存在很多焊接难点,可能会导致种类繁多的焊接缺陷,如焊偏、焊漏、焊炸、烧伤、焊缝鼓包、焊缝凸起、焊点焊面的完整度不足等等。
这些因素,让定子焊点外观缺陷检测面临着诸多挑战。
发卡电机焊点外观检测的4大难点
发卡电机定子的焊接工艺复杂,焊接难点与缺陷皆繁多,这种双重压力使该扁线电机焊点外观检测项目面临着4大难题:
1、焊点数量极其多,检测覆盖范围非常广,稳定而全面检查难度高
发卡电机定子焊点的层数、位置和数量很多,比如一台8层Hairpin绕组型式电机,如果是48个槽,平均每个槽4+个焊点的话,那总共就有192+个焊点,且每个焊点又有不同的面。要保证检测效率,就需相机一次性快速而全面地覆盖检测所有焊点和焊面,这对相机的视野范围、成像效果和光源打光要求都极高。

2、缺陷种类多,传统方式难以稳准全检多种缺陷,漏检率、误判率高
发卡电机定子的焊接缺陷类型繁多,检测内容包括焊漏、焊偏、焊炸、烧伤、焊缝鼓包、焊缝凸起、焊点熔深高度、焊面的完整度不足、焊接点尺寸不合格(焊珠过大、过小、不饱满)等,传统人工检查或检具难以一次全检所有缺陷类型,导致漏检率、误判率、复查率居高不下。

3、发卡电机线体生产速度快,传统检测方式难以适配产能和效率要求
发卡电机的自动生产线,对产能和效率的要求很高,一般达到120s/pcs~90s/pcs。“检测”不仅要达到相应的产能和效率目标,还要深度嵌入线体、具有实时性,能及时在生产过程中预防问题、发现问题、解决问题。这对检测设备的自动化、智能化和算法设计都提出了更高的要求,而传统检测方式,不仅在质量标准方面难达标,更是难以达到自动生产线的效率要求。
4、发卡电机的焊点一致性差,良品判断困难
发卡电机无论采用激光焊接工艺还是采用TIG焊接工艺,都在焊点外形轮廓等方面难以避免一致性差、判定标准不一等行业难题,且传统机器视觉检测方式,一般相机安装在被测物上方,自上而下处于圆心位置,焊点周围的成像容易产生畸变,导致焊点合格标准的判定变得愈发困难。

新耐视解决方案
经过综合分析检测场景、难点与需求,新耐视针对性地搭建了一套智能检测方案。
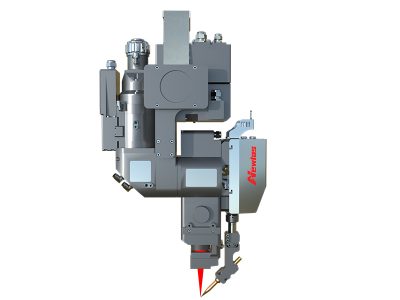
NewScanVision视觉引导系统
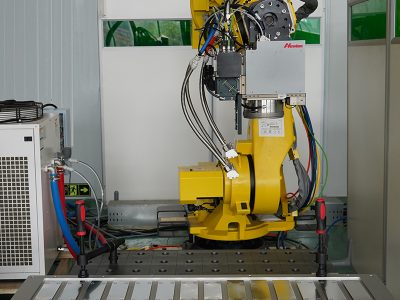
新耐视采用自主研发的视觉算法控制振镜偏移,来实现焊接前的识别和引导。通过与发卡电机焊接系统深度集成,能实现高精度的点位焊接,保证焊接质量,提高焊接良率。
- 配备视觉定位引导功能,可根据匹配模版找到焊接中心点坐标来引导振镜进行定位实现焊接。
- 嵌入NewScan-3D Pro扫描焊接系统使得视觉识别软件与焊接相结合,当工件到达振镜下方时,会进行视觉识别焊接,视觉模版兼容性好,能够识别错边和间隙。
- 先进的图像处理算法可以根据不同工件的特征进行位置识别,识别速度快、精度高,确保焊接位置的准确性以及焊接效果的稳定性。
- 该系统采用增强式拍照模式,单幅面识别多个焊接位置,能进一步提高焊接节拍。