从汽车到消费电子产品,在日常产品中采用更轻、更坚固的材料的趋势导致了焊接这些结构的许多重大挑战,尤其是在大批量生产环境中。运输行业的例子包括电动汽车基础设施,其中电池制造通常需要连接不同的高反射材料,例如铝和铜。
另一个相关的例子是进一步采用高强度钢以及铝和镁复合材料来减轻汽车的重量。在消费类电子产品中,对具有高度定制的热和电特性的轻质结构的要求不断推动对更复杂设计的需求,通常使用薄箔并需要连接不同的金属,铝和铜也是主要特征材料。医疗器械行业也推动了连接小型金属部件的需求,通常使用不同的材料。
激光焊接的发展已经持续了十多年,汽车行业—该技术的早期采用者率先看到了自动连接工艺的好处以及光纤激光技术的内在优势。然而,激光焊接前面描述的许多材料的挑战仍然很大,这可以解释在某些应用中采用激光焊接的速度缓慢。
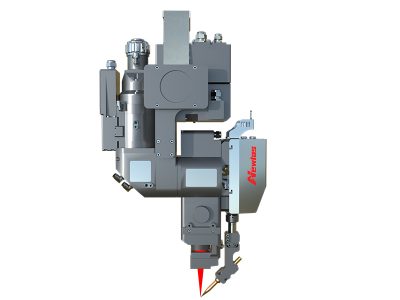
一种基于光束摆动技术的,具有成本效益、易于集成的技术的引入,能够帮助克服使用 1μm 光纤激光器焊接铜和铝等材料的一些困难。在本文讨论的一些示例中,这种技术有助于克服激光焊接某些材料的孔隙率和热裂问题,同时有助于使零件装配的容错性提高 3 倍。
摆动焊接技术
在激光焊接铜和铝等高反射率材料时,小孔熔体的稳定性是一个关键因素。这部分是因为飞溅的趋势,并且在某些铝合金的情况下,由于熔体的粘度和表面张力而表现出高水平的孔隙率,使这些材料成为使用更传统的激光焊接技术进行焊接的挑战。研究表明,光束摆动技术可以减少或消除这些问题,包括最近对汽车铝合金使用和不使用填充焊丝进行的系统研究。
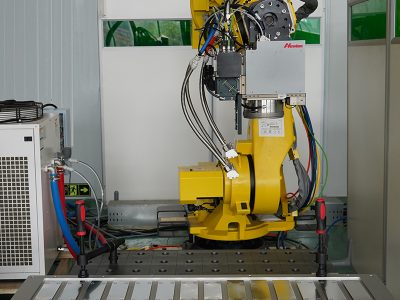
总体而言,摆动技术允许对零件进行更好的温度管理,因为光束多次通过焊缝的任何给定点附近。温度和冷却速度的斜坡比传统的激光焊接慢,这有助于消除缺陷和管理飞溅。此外,这种焊接技术与辅助气体端口和同轴喷嘴等典型焊接附件兼容,可实现烟羽抑制并有助于控制飞溅——这些技术与飞行焊接中使用的扫描头不易兼容。
除了稳定小孔熔体和减少后续焊接中的孔隙率外,光束摆动技术已被证明对于减轻激光焊接的零件配合要求很有价值。使用其中一种可编程形状(在这种情况下为无穷大)并优化振荡的幅度和频率,可以比传统激光焊接中实现的可接受焊缝间隙增加3倍。
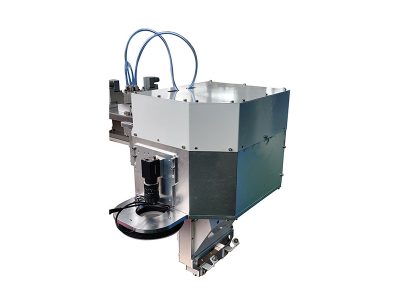
下图是使用摆动焊接头焊接铝的焊接质量和一致性示例,这是传统激光焊接无法实现的表面质量。它可以消除焊缝的后处理,以实现最终零件的美观。


铜的摆动焊接
通常在较低的速度下,由于铜的高反射率和材料的低粘度和表面张力,激光的不稳定耦合和从钥匙孔中喷射出的清晰飞溅熔化。更高速度的趋势是通过单模光纤激光器的高通量和小光斑尺寸实现稳定的焊接。然而,这是以减少最终焊缝的熔深为代价的。
摆动焊接技术是克服这些问题的有用工具。通过采用摆头幅度函数,可以系统地增加顶珠宽度,同时使用摆频来稳定锁孔。使用类似功率的单模光纤激光器获得了结果,并且线性焊接速度和激光功率在整个参数范围内保持不变。

摆动焊接技术与多模光纤激光器完全兼容,在更高功率水平的情况下,可以实现更大的穿透深度(在这种情况下可达 4 毫米),与摆动焊接技术相关的工艺灵活性用于控制锁孔并稳定过程中的熔体。

电池行业的铝对铜搭接焊接是本文回顾的最终应用。在这种情况下,穿透深度是最小化金属间化合物形成(理想情况下小于 10μm)的关键参数,这可以通过传统激光焊接中的工艺速度来控制。然而,在使用摆动头技术的情况下,我们通过摆动头上的幅度和频率函数来控制焊缝宽度和熔深。