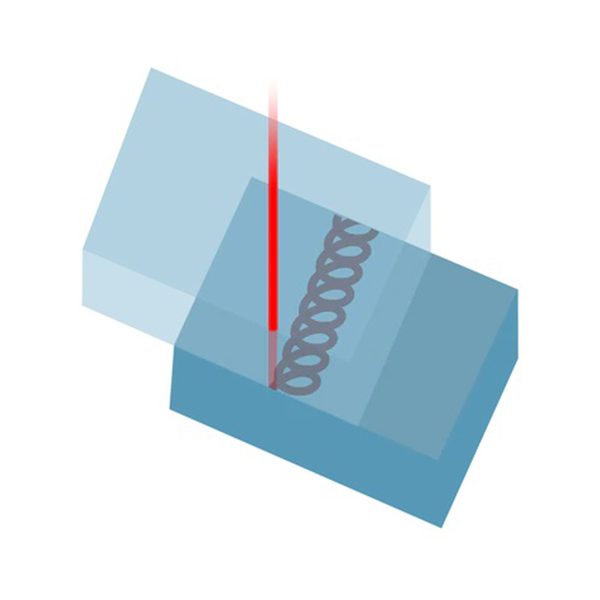
1. 光纤激光与CO2 激光焊接工艺的区别主要在于对激光能量吸收率的不同
光纤激光:波长 1.06 μm,光斑直径 0.6mm
CO2激光:波长1.06μm,光斑直径0.86mm
(1)光纤激光器的波长更短,焊接过程中产生的等离子体更少,能量密度更大更集中。激光能量的利用率更高,金属蒸气在焊接过程中的反冲压力会更大,难以在熔深和非熔深的临界点找到平衡点
(2)CO2激光焊接过程中,热传导损耗功率大,小孔前壁倾角也大,焊接过程中产生的对激光能量的分布和吸收起到平衡和调节的作用。
2. 光纤激光焊接与CO2激光焊接在焊缝形成方面存在很大差异
这种差异与不同波长的激光和材料之间的耦合特性有关。在激光焊接中,激光与材料之间的耦合可以用熔化效率来表征。下面就光纤激光与CO2激光焊接的熔化效率进行对比分析。熔化效率可以通过使用焊缝的横截面积来计算。

两种激光焊接的熔化效率都随着焊接速度的增加先升高后降低。
光纤激光焊接的熔化效率在焊接速度为10m/min左右时达到最大,而CO2激光焊接的熔化效率在焊接速度为4m/min左右时达到最大。
熔化效率随焊接速度的变化与激光焊接中的能量耦合行为有关。
根据能量守恒原理,深穿透孔对入射激光的总吸收率AK可表示为:A K =(P F + P E Y +PO+ P L)/P,其中P EV 为焊接时金属部分蒸发所需的功率,PO 为熔池金属过热消耗的功率,P L 为热传导损失的功率。
据研究,激光焊接蒸发的质量MeV很小,PEV可以忽略不计。 熔池过热功率Po随焊接速度的变化规律与熔化效率相似,但过热功率占激光输出功率的比例较小。

通过熔化前沿的热传导功率PL一部分用于板材熔化,另一部分因热传导损失给母材。
通过熔化前沿的热传导损失的功率可表示为:

其中2r 0 是焊缝宽度,S是焊缝的横截面积。将实验测得的焊缝的截面积和熔宽代入上式,即可得到PL随焊接速度的变化规律,如下图所示。
可以看出,热传导损耗的功率会随着焊接速度的增加而减小,且减小幅度在焊接速度低时较大,在焊接速度高时减小幅度较小。

深熔孔对两种激光器的总吸收率随焊接速度的变化规律如下图所示。
可以看出,两种激光焊接总吸收率随焊接速度的变化规律是相似的,先缓慢后迅速下降。但是,总吸收率从缓慢还原到快速还原的临界速度是不同的。光纤激光焊接为10m/min,CO2激光焊接为4m/min。

两种激光焊接总吸收率的差异与整个光束是否完全进入深穿透孔有关。
焊接速度低时,激光束完全进入深熔孔,因此总吸收受焊接速度影响较小;当焊接速度较高时,光斑前部不能再汽化小孔前点,所以这部分光束不能再进入小孔,导致总吸收率迅速下降随着焊接速度的增加,入射激光的小孔。
总之,总吸收率和热传导损耗功率是决定熔化效率的主要因素。
从熔化效率来看,在焊接工艺基本相同的情况下,光纤激光更适合中高速焊接,而CO2激光更适合低速焊接。