本文来源自公众号:激光制造研究

摘要
本文采用激光清洗的方法去除5083合金表面的自然氧化膜,并对其形态缺陷进行了修饰。研究了不同能量密度(E)预处理后氧含量变化和表面形貌演变对焊缝气孔的影响。激光清洗后,氧元素先减少后增加。在3.5~35J/cm2范围内,表面氧含量比未处理样品下降了60%以上。最低为17.5J/cm2,下降了75%。激光清洗前后的主要氧化物为Al2O3。未经处理的试件有形态缺陷,如划痕、表面损伤和凸起。随着E的增加,形貌缺陷被凹坑改变,逐渐融合,最终形成条纹形貌。激光清洗后的显微组织对熔深和焊缝宽度没有显著影响。然而,对小孔行为的观察表明,微观形态可以影响小孔的稳定性,从而调节工艺孔隙率。焊缝氢气孔率的变化趋势与氧含量变化趋势一致。17.5J/cm2时,焊缝的氢气孔率为0.9%。
引言
轻量化已成为工业制造升级的重要发展趋势。5083铝合金因其密度低、比强度高、塑性好而被广泛应用。它是开发轻量化技术的理想材料。然而,活性铝元素在氧气环境中会形成自然氧化膜。不仅增加了出现气孔缺陷的可能性,而且缩短了胶接接头的使用寿命。此外,还会对铝合金产生表面损伤。妨碍后续涂层保护,影响美观。在加工前去除原生氧化膜并改变原生形貌是必不可少的。现有的表面处理主要有物理去除、化学去除、电化学去除。机械和超声波处理存在尺寸要求高的问题。碱蚀和酸溶解容易损坏基板。阴极剥离法和直接还原法还有待进一步研究。因此,行业迫切需要一种高效、优质、环保的表面处理方法。
激光清洗使用高能光束照射表面污染物。通过汽化或热振动去除污染物,学者们对激光去除氧化膜的机理和性能改进进行了广泛的研究。然而,很少有人对再氧化的热氧化物层的成分进行分析。关于表面形态的演变尚未得出系统的结论。不良的激光清洁和再氧化对氢孔隙率的影响从未被讨论过。表面形貌对工艺孔隙率的调节机制尚未得到证实。
研究不同能量密度(E)预处理后氧含量变化和微观形貌演变对焊缝孔隙率的影响。首先,测量了不同能量密度下表面氧含量的变化趋势。分析了表面氧化物成分的变化。此外,系统地研究了能量密度对微观形貌的影响。随后,讨论了微观形貌与焊缝宏观形成之间的关系。观察并计算焊缝的总气孔率和两种典型气孔率(氢气孔率和工艺气孔率)。最后分析了氧含量和氧化物组分对氢孔隙率的调节机制。通过观察小孔行为,验证了微形貌对工艺孔隙率的影响。
实验设置
采用尺寸为20 mm×20 mm×4 mm的5083合金作为实验材料。丙酮处理后,在环境中静置3天。通过能谱分析(EDS)测定化学成分,如表1所示。

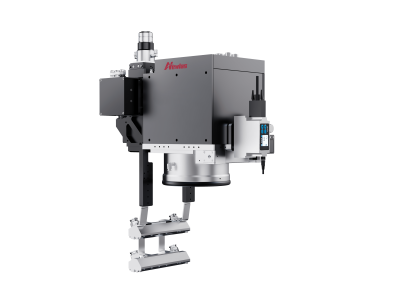
激光清洗实验装置如图1所示。实验装置由控制器、光纤激光器、封装系统、场镜和工作台组成。光纤激光器是纳秒脉冲激光器。控制器控制激光参数。封装系统由准直隔离器、激光均化器和 XY 扫描仪组成。激光经过准直、均匀化、偏转并聚焦在工件上,形成高斯光斑。移动二维扫描仪后,加工面上的光点排列均匀。完成了从点到面的加工。图1显示光斑排列是双向的。激光清洗设备主要参数如表2所示。


激光光斑的排列如图2所示。重叠效果受光斑尺寸、加工速度、加工方向、脉冲频率和线距的影响。方程如下:

其中 D 是光斑直径,单位为 μm;M2为激光模式参数;λ 是波长;d为聚焦前光斑直径;L1为光斑距离;V为激光清洗速度,单位为mm/s;F为脉冲频率;L2为横向光斑间距;l 是行间距。工艺参数如表2所示,实现光斑均匀重叠。

所用焊接设备为IPG YLR-4000光纤激光器,峰值功率为4.0 kW,配备ABB IRB4400机器人。对经过激光清洗后的5083合金(100*100*4mm3)表面进行激光焊接。为了保护焊接接头不被氧化,使用纯氩气保护工件的顶面,流量为25 L*min−1。散焦距离为0毫米,激光束直径为0.5毫米。输出功率和焊接速度分别为3.5 kW和2.4 m/min。不使用接缝和填充线。使用电子探针微量分析仪(EPMA-8050G)测定化学成分。测量O和Mg元素的含量。通过直线精密切割机(BUEHLER Isomet4000)将样品尺寸缩小至5 mm × 5 mm × 0.5 mm。切割过程中,整个过程都是水冷的。自动研磨抛光机(BUEHLER Ecomet250/ Automet250)进一步将样品厚度减至0.1毫米。随后,通过X射线光电子能谱(AXIS-ULTRA DLD-600W)测量表面化学键组成。扫描全光谱并详细说明 Al 2p 峰位置。XPS 光谱数据的峰分裂和拟合是使用 CasaXPS 软件完成的。使用激光共焦观察表面形貌。通过宏观图片观察焊缝成形。通过截面取样,计算焊缝熔深和焊缝宽度。使用无损检测设备(X XG-2005)来检测焊缝中的气孔。将图片二值化后,使用图像识别软件计算孔隙率。按焊缝形状分为圆形氢孔和多边形工艺孔。计算两类气孔面积与焊缝面积的商,即可得到焊缝气孔率。设置高速摄像机(AMETEK phantom V611)和相应的匹配光源(CAVILUS c400 V4.0)来记录焊接过程中锁孔的行为。5083合金和EQ111石英材料垂直夹紧。EQ111石英材料放置在5083合金的正面。匹配光源的高速相机搭载在EQ111石英材料的正面方向,如图3所示。观察了5083合金与EQ111材料在厚度方向激光焊接的小孔行为,并分析了小孔稳定性。

结果与讨论
图4显示了不同激光能量密度下表面元素含量的变化。未经处理的样品含有较高的氧含量。激光清洗后,表面氧含量先降低后升高。3.5~35 J/cm2时,表面氧含量降低60%以上。在17.5 J/cm2下,最低表面氧含量为2.76%,比未处理的样品低75%。随着 E 的增加,会发生热氧化。87.5 J/cm2 时,表面氧含量达到未处理样品的 76.7%。激光清洗后,Mg含量整体呈下降趋势。

XPS 光谱用于研究氧化层的成分。图 5 显示了 0、3.5、17.5、26.25、35、52.5 J/cm2 激光清洁的 5083 合金表面的 XPS 结果。主要信号来自 Mg、C、O 和 Al。Mg 1s、Al 2p、O 1s 和C 1s 的结合能分别为1304.5 eV、73.6 eV、529.6 eV和284.6 eV。图5显示表面氧化物主要是氧化铝和少量的MgO。

为了研究表面氧化物的组成和含量,进一步分析了Al 2p 峰。峰值位置设置与之前报道的相同。如图6所示,未处理的样品表面为Al2O3和Al基体。激光清洗后薄膜表面氧化物的成分不会发生变化。图7显示Al2O3含量先减少后增加,与氧含量的变化一致。Al2O3含量为17.5 J/cm2,达到最低水平。证明激光清洗可以去除原生Al2O3。高于 17.5 J/cm2,Al2O3 含量增加。据推测,天然 Al2O3 去除后余热会导致热氧化。


图8显示了不同能量密度下表面形貌的影响。如图8(a)所示,未经处理的样品有划痕、表面损伤和具有滚动形态的凸起。激光清洗后,不均匀的表面变得均匀,原有的形态缺陷得到改善。在 3.5 J/cm2 的强度下,高斯斑形成了弹坑。然而,低能量密度不能完全修饰缺陷并形成不完整的形貌。当E为17.5 J/cm2时,缺陷完全消失,出现完整的弹坑形貌。当能量达到 35 J/cm2 时,增加的能量促进熔化,从弹坑形态转变为熔融形态。当E增加到52.5 J/cm2时,平行Y方向形貌逐渐消失。然而,平行X方向形貌高度差增大,形成条纹。当功率为87.5 J/cm2时,平行Y方向形貌完全消失,出现规则的条纹形貌。

在上述激光清洗研究的基础上,利用激光焊接进一步开展了激光清洗质量的评价。分析微观形貌对焊缝成形的影响。图9所示为不同激光能量密度预处理焊缝的宏观形貌。激光清洁将表面从深灰色变为明亮的金属色。增加能量密度会导致热氧化,从而使金属表面再次变暗。表面处理是在激光清洗预处理后进行的。宏观焊缝成形没有显着变化。图10显示了预处理后熔深和焊缝宽度的统计。激光清洗后,与未处理的样品相比,焊缝宽度从-1.1% 变化到 0.8%。渗透率变化小于0.8%。它证明激光清洁引起的微观形态演变不足以引起宏观焊缝的变化。


为了考虑表面氧含量和氧化物分数的预处理效果,研究了激光清洗能量密度与焊缝气孔率之间的相关性。图11显示了不同能量密度预处理后焊缝的无损检测(NDT)和孔隙率统计。未处理样品焊后焊缝气孔率达到11.9%。激光清洗后,焊缝的气孔率先降低后增加,但孔隙率总是低于未经处理的焊缝。能量密度为 17.5 J/cm2时,焊缝孔隙率为4.7%。仅为未处理焊缝气孔率的39.5%。高于17.5 J/cm2,热氧化表面状态具有较高的焊缝气孔率。52.5 J/cm2 时,焊缝气孔率为 9%。相比17.5 J/cm2,增加了76%。它是未处理焊缝孔隙率的 73%。

激光焊接铝合金的焊缝气孔主要分为氢孔和工艺气孔。氢孔为圆形,工艺孔为不规则多边形。图 11 显示氢气孔标记为红色,而工艺孔标记为蓝色。图12为NDT结果经图像识别软件分类后氢孔隙率与工艺孔隙率的比值统计。未经处理的焊缝气孔中,氢气孔占4.6%,工艺气孔占7.7%。激光清洗后,氢孔隙率下降。在17.5 J/cm2时,整个焊缝的氢孔率为0.9%,仅为未处理焊缝氢孔率的19.6%。52.5 J/cm2 时,整体焊缝的氢孔隙率增加至 2.5%。对比变化趋势,氢孔隙率与氧含量一致。另外,工艺孔隙率的变化反映了激光清洗抑制的存在。17.5 J/cm2 时,处理孔隙率为未处理的 54.5%。随着 E 的增加,工艺孔隙率也会增加。因此,激光清洗对焊接过程稳定性的影响受到关注。氧含量和氢孔隙率的变化规律很明显,如图12所示。为了确认表面形貌对工艺孔隙率的影响,需要对焊缝小孔行为进行现场观察。图 13 显示了不同能量密度激光预处理后 5083 合金的焊接小孔行为。图 13(a)显示了未经处理的 5083 合金的焊接小孔行为。黑色边框反映了锁孔的变化轨迹。小孔稳定性差,整个焊接过程波动较大。图13(a)也显示了一个周期内锁孔的变化过程。时间间隔为0.2毫秒。随着时间的增加,等离子体从熔池移动到钥匙孔的底部,然后再次在表面喷发。锁孔单次循环稳定性差,通道间断。图 13(b) 显示了 17.5 J/cm2 5083 合金的焊接小孔行为。与未经处理的焊接相比,焊接小孔的波动更小且更均匀。时变等离子体更加连续。锁孔始终保持相对稳定、连续的过程。图13(c)显示了52.5 J/cm2 合金5083 的焊接小孔行为。焊接小孔的波动在未处理和17.5 J/cm2之间。与 17.5 J/cm2 相比,锁孔稳定性有所降低。


如图4所示,氧含量的增加反映了激光清洗5083合金存在氧化损伤阈值。
低于氧化损伤阈值,增加能量密度会导致表面氧含量降低。超过氧化损伤阈值后,就会发生热氧化。可知激光能量密度可以调节氧含量。Al2O3具有较高的热稳定性。如图6(b)和图7所示,在3.5 J/cm2时,Al基体含量的增加表明已经达到Al2O3的清洗阈值。激光照射下Al2O3表面温升ΔT计算如下:

其中 ΔT 为表面温升,单位为 K,E 为激光能量密度,β = 1-R,R 为反射率,λ 为热导率,单位为 W/(m⋅K),τ 为脉冲宽度,α 为热扩散系数,单位为 m2/s。在以往的研究中,Al2O3对1064 nm激光的反射率约为5.6。热导率为 33 W/(m⋅K) 。热扩散系数为0.111 cm2/s 。由方程式(4)、在3.5 J/cm2时,微区表面温升远高于Al2O3的沸点。在本研究中,所有能量密度都可以使Al2O3气化并从Al基体中剥离。随着能量密度增加几个数量级,热效应导致Al2O3的含量再次增加。D.M. Kane[16]通过光学红外成像定量评估了Al2O3的阈值灰度级。A.J. Fernandes [17] 建立了热机械响应模型来研究光束尺寸与 Al2O3 去除阈值之间的关系。如图4和图7所示,氧含量和Al2O3含量增加到17.5 J/cm2以上。热氧化损伤阈值在17.5 J/cm2至26.25 J/cm2之间。
弹坑的形成与激光作用过程中的热效应和机械效应有关。因此,激光照射表面材料形成熔池。反冲压力导致熔池中心凹陷。U形熔池是在表面张力和重力的作用下形成的。熔池在低温基体淬火的影响下迅速凝固。尖端向上生长,形成弹坑形貌,如图14所示。在17.5 J/cm2下,表面缺陷形貌被熔化,形成完整、均匀的弹坑形貌。35 J/cm2 时,较大的能量输入使熔池扩散均匀,形成熔融形态。条纹形态受到高能量密度熔体流动的影响。M. Gedvilas [21]发现激光通量略高于阈值,脉冲之间的位移小于单个激光脉冲烧蚀光斑的一半,形成规则的条带。据信这些条带是由熔融金属的表面张力和自组织引起的。E. Jelmakas [22] 还通过调整激光功率和加工速度来调节条纹。本文中,脉冲之间的位移超过光斑的一半(L1 > 1/2D)。然而,远高于阈值的激光通量会导致中心熔体发生更多蒸发。高能激光引起的等离子体冲击促进剩余熔体沿加工方向(即X方向)流动。搅拌是在表面张力和反冲压力的影响下形成的。
氢孔和工艺孔的形成机制不同。空气中的水分和氧化膜中吸附的水分是焊缝中氢的主要来源。水分在高温下可直接分解产生H[23]。此外,液态铝还会与水分反应生成H。氢极易溶于高温液态金属。熔池会吸收大量的氢气。当熔池冷却并凝固时,氢气沉淀形成气泡。当气泡上升速度低于结晶速度时,焊缝中就会形成氢孔。内部压力导致氢孔形成圆形特征。减少H源可以抑制氢孔的产生。在 17.5 J/cm2 及以下时,原生 Al2O3 被去除。氧含量的降低表明形成的氧化物较少。高于 17.5 J/cm2 时,与天然 Al2O3 相比,热氧化 Al2O3 不含水分。因此,较少的氧化物和无水分的氧化膜抑制了焊缝中的氢孔。激光清洗后氢孔隙率显着降低,如图12所示。但激光清洗并不能完全消除空气中水分的影响。5083合金在氧气环境下不可避免地会产生氧化膜。因此,焊缝中仍然存在一些氢孔。
工艺孔的产生与匙孔的不稳定有关。A. Matsunawa 发现激光深熔焊过程中小孔波动剧烈。匙孔底部间歇性产生大气泡。在上浮逃逸之前,被快速凝固的金属封闭,形成工艺孔。S. Zhou 认为底部物质会蒸发膨胀,对钥匙孔壁产生很大的冲击压力。熔池的塌陷导致匙孔不稳定并形成工艺孔。
保持锁孔的稳定性可以抑制工艺孔。激光清洗作为预处理不会影响焊接热过程。然而,如图11和图12所示,激光清洗后焊缝中的工艺气孔减少了。M.R. Maina 调整表面粗糙度以提高吸收率和熔体体积,并稳定焊接过程。J. Chen提出表面粗糙度会影响锁孔的稳定性。
如图8和图13所示,原生形貌缺陷会使锁孔不稳定并影响锁孔通道的稳定性。未经处理的样品表面的天然形态缺陷使其具有不规则的形态。锁孔通道受不规则微观形态的影响而产生波动和中断。小孔的不稳定性导致未加工样品在焊接过程中产生更多的工艺气孔。时变等离子体更加连续。锁孔始终保持相对稳定、连续的过程。17.5 J/cm2,表面是均匀的火山口。高低差最小,工艺气孔率最低。均匀且起伏小的表面形貌对小孔波动的影响最小。使锁孔通道稳定、连续。稳定的匙孔抑制了工艺孔的形成。与图12的结果一致。在52.5 J/cm2下,高度差的增加降低了锁孔稳定性,但锁孔通道相对于未处理的样品更加稳定。因此,处理后的样品孔隙率低于未处理的样品。锁孔行为的原位观察结果与之前的发现一致。

结论
研究了不同能量密度预处理后氧含量变化和表面形貌演变对焊缝孔隙率的影响。主要结果概括如下:
1)激光使原生Al2O3温度达到沸点并汽化。超过氧化损伤阈值,会发生热氧化,氧化物含量增加。
2)能量密度低,地表形成熔池,在反冲压力、表面张力和重力作用下形成火山口。能量密度的增加促进熔体的流动,转化为熔合,最终形成条纹形貌。
3) 原始Al2O3从3.5 J/cm2去除至17.5 J/cm2。氧含量的降低表明形成的氧化物较少。高于 17.5 J/cm2,热氧化的 Al2O3 不含水分。因此,较少的氧化物和氧化物中不含水分会抑制焊缝中的氢孔。
4)高度差较小的均匀凹坑形貌对小孔波动影响最小。匙孔始终保持相对稳定、连续的通道,抑制了工艺孔的产生。