本文来源自公众号:高速摄像机HighspeedCamera
李尚仁 1, 安升辉 2, 王春明 1, 米高阳 1, 柳桑 1
1 华中科技大学材料成型及模具技术国家重点实验室,湖北武汉430074; 2 华中科技大学无锡研究院,江苏无锡214174
摘要介绍
通过大量实验获得SUS201不锈钢高功率激光焊接完全熔透、大离焦、高速三种工况下典型接头形貌。利用GG17玻璃与SUS201不锈钢板拼合,结合高速摄像机,搭建了观测平台,实现了对焊缝熔池小孔的直接观察。通过对三种工况下匙孔的动态观察,发现熔池匙孔形态与焊缝形态高度相关。完全熔透工况下匙孔最为稳定,为中厚板高功率激光焊接过程中较为难得的“准稳态”工况。拉伸测试表明该工况下焊缝力学性能最为优异。
研究背景
激光焊接过程中,在激光作用下产生的介观熔池区域中,材料将经历一个极其复杂的多物态转变及相互作用过程。通过对激光深熔焊匙孔进行观察,能够有效了解深熔焊熔池小孔动态行为过程,并进行能量传递与耦合状态表征。同时作为光束与材料相互作用状态表征的运动熔池与小孔的稳定获取,是接头精确控形控性的首要条件。
研究亮点
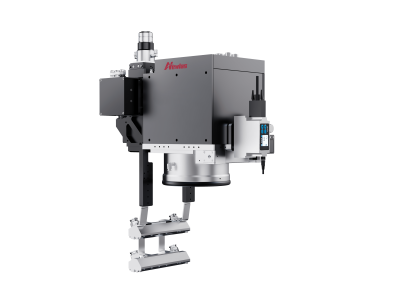
该研究通过利用GG17玻璃与SUS201不锈钢板拼合,结合高速摄像机,搭建了观测平台,实现了对焊缝熔池小孔的直接观察。通过对SUS201不锈钢三种典型接头焊接动态过程的观察,研究了小孔动态行为对焊缝接头成形与力学性能的影响。
论文图片






关键结论
1.SUS201高功率激光焊接中,大离焦量、高速、完全熔透三种工况可以得到三种不同形态的典型焊缝形貌。
2.不同工况下小孔形态与焊缝形貌高度相似,完全熔透工况下小孔最为稳定,是中厚板高功率激光焊接过程中较为难得的“准稳态”工况。
3.完全熔透工况下焊缝抗拉强度最高,三种接头抗拉强度与延伸率分别为:完全熔透工况>高速工况>大离焦工况。